Senvol and NIST: New Project to Establish AM Process-Structure-Property Relationships

Stainless steel 316L blanks that were 3D printed on a 3D Systems ProX 320, then machined into test coupons. These are similar to the Inconel 625 test parts whose properties will be analyzed in the Senvol/NIST PSP project. Image courtesy Senvol, 3D Systems and Pennsylvania State University.

September 24, 2018
Every day the additive manufacturing (AM) world gets a little closer to understanding and therefore predicting the interactions of dozens of 3D printing process parameters and how they influence final part behavior. One way to approach the multi-faceted problem is to understand the underlying physics as materials and machines interact and predict the resulting part properties. Another approach is to look at the data from actual print runs, correlating input parameters such as laser power or dwell time to output parameters that range from part density to tensile strength.
Much of this data already exists and is waiting for in-depth analyses. Finding those commonalities and ultimately defining repeatable process specifications will yield consistent, desired parts. Senvol, established five years ago, is doing just that step by step as it expands its database content and software tool offerings, with support from the U.S. Navy and now the National Institute of Standards and Technology (NIST).
Deep Data Analysis
Senvol has already worked with the Navy under the Small Business Technology Transfer (STTR) program to develop relevant machine learning (ML) software. (For a good overview of the work, see the America Makes TRX webinar series, “Approach to Generating, Accessing, and Analyzing Additive Manufacturing Data,” June 13, 2018.) Now the company will be using that software to tackle a project titled, “Continuous Learning for Additive Manufacturing Processes Through Advanced Data Analytics.”
Funding and datasets are coming from NIST. The top-level project goal is to apply data analytics to both empirical and physics-based AM data to establish process-structure-property (PSP) relationships. Such relationships already define a standard concept in the broader field of material informatics, not exclusive to AM: first, based on a given manufacturing process, data analysis extracts average/typical/expected physical structures. In turn, given these material microstructures, users can predict specific material properties of the final part.
Zach Simkin, Senvol co-president, says NIST may supply data from four or more previously conducted studies (details are still being finalized):
- An interlaboratory round-robin study that addressed laser bed powder fusion (LBPF) of Inconel (IN) 625. Participants built the same part on similar equipment at different institutions and measured tensile properties.
- On behalf of NIST, EWI built parts in IN625 to measure build-to-build consistency and establish repeatable test procedures.
- NIST’s AM Bench program currently includes data on monitoring laser melt pool behavior vs. input parameters.
- A NIST study evaluated mechanical and material properties across a series of parts built from a variety of blends of virgin/recycled 17-4 PH stainless steel.
Senvol will analyze the combined data with its Senvol ML analysis software, applying the resulting “learned” knowledge to predicting the material properties and performance of new metal parts based on proposed process parameters.
Predicting AM Part Performance
Senvol ML is divided into four modules:
1. process parameters (e.g., laser power, scan speed, and - for LBPF - particle size);
2. process signatures (e.g., melt pool temperature, melt pool depth);
3. material properties of built parts (e.g., microstructure, density, porosity); and
4. resulting mechanical performance (e.g., tensile strength, fatigue life).
Real-world data for any one of the modules can be collected and considered as inputs. (See “Senvol Analysis Software Reduces Trial and Error of Additive Manufacturing Processes,” DE Rapid Ready Tech, March 29, 2018.) The Senvol ML algorithms use these inputs to calculate and predict values (outputs) for any of the parameters in the other three modules, whether progressing “forward” or “backward” in the manufacturing workflow.
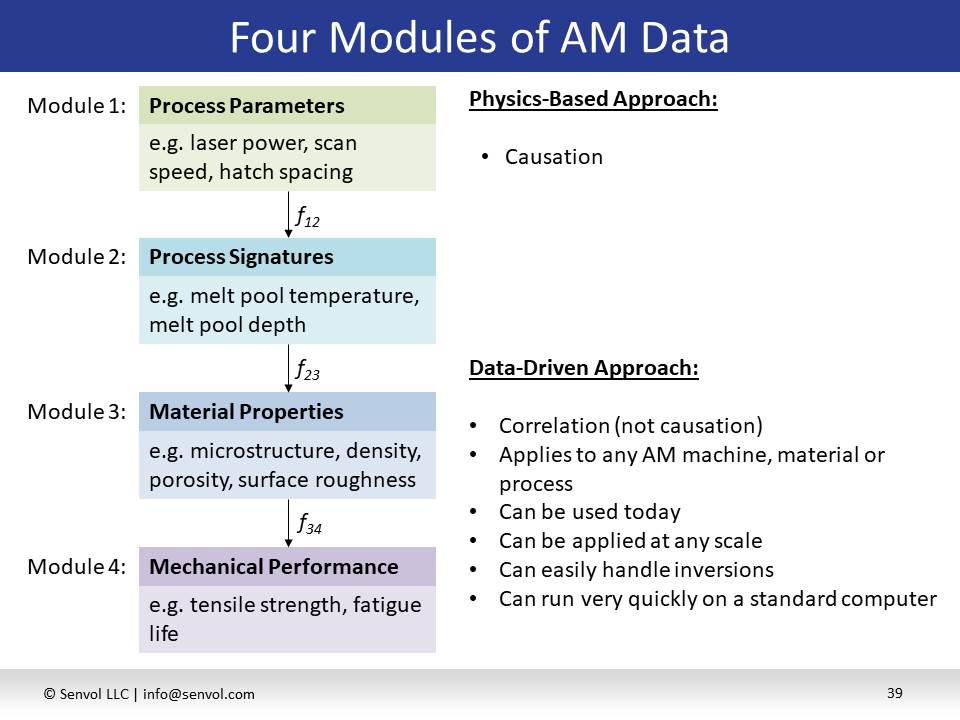 Four-module structure of Senvol ML, machine-learning data analytics software from Senvol. A new joint project with NIST will analyze laser powder bed fusion (LPBF) data to correlate and predict Process-Structure-Properties relationships that can be extended to other AM processes. Image courtesy Senvol.
Four-module structure of Senvol ML, machine-learning data analytics software from Senvol. A new joint project with NIST will analyze laser powder bed fusion (LPBF) data to correlate and predict Process-Structure-Properties relationships that can be extended to other AM processes. Image courtesy Senvol.“Our approach can be complementary to a physics-based approach,” explains Simkin, “which is what the vast majority of industry is doing today. In a physics-based approach, you have a formula or a set of rules dictating how the process is going to function. You import into the formula and it tells you what the output is going to be.” For example, there are equations that use melt pool characteristics as inputs and then simulate the resulting microstructures – but the calculations do not work in reverse.
“In our data-driven approach,” he continues, “we’re not using formulas – we’re actually looking at correlations. We’re putting in empirical data for those inputs and outputs, and then learning what those relationships are. In a physics-based approach you are defining a relationship, and in the data-driven approach you are inferring those relationships.”
Simkin notes the big benefit of the data-driven approach is that it can be applied to any machine, any material or any process; the Senvol ML software also runs very quickly on any computer. By contrast, a physics-based approach needs a specific model for each specific AM process; those models can take years to build and even more years to validate plus, in some cases, days of supercomputer run-time when used.
A key tenet of all of this is that the four software modules not only run on empirical data but can also work as needed given partially physics-based input. The concept of combining empirical data with physics-based simulated data under one analytical framework is referred to as hybrid modeling. Hybrid modeling is important because currently few people in the industry are doing extensive in-situ monitoring providing meaningful data for the second module. So, simulated data can be used for process signatures while the other modules use measured data.
“What we’re assessing with NIST,” says Simkin, “is (the question), does doing hybrid modeling lead us to a greater predictive capability than we otherwise would have had, had we not inserted this physics-based model into our overall framework? In theory it will be better, which would be pretty powerful for the industry.”
Transfer Learning to Simplify Workflow
As this PSP framework is developed, other possibilities arise for its use. The concept of transfer learning will be particularly useful. For example, if you have a data-set combination for one machine that is qualified to produce parts to a spec, what happens when the machine is given a new software update — do you have to requalify it? Or if you decide to make that same part on a new machine, can you transfer some of the parameters directly? With Senvol ML software’s predictive assurance, some of this rework should be unnecessary.
Simkin says that transfer learning also posits, if two machines give you equivalent process signatures (the same in-situ monitoring data), you should achieve the same material properties, and therefore the same final mechanical performance. “You’ll almost certainly use different process parameters for machine X and machine Y,” he notes, “but as long as those two different sets of parameters are yielding equivalent process signatures, that should determine the same performance.” In terms of Senvol ML’s modules 1, 2, 3 and 4 (as above), module 2 data — process signature data — is considered the “universal translator.”
The one-second video below shows an example of in-situ monitoring. It's a laser pass over a metal powder bed.
Even Broader Goals
Other project tasks include incorporating additional data such as non-destructive test data and microstructure data into NIST’s existing AM Material Database (AMMD) and creating a seamless analysis process of all AMMD data using Senvol ML. Senvol will also be developing an image-processing algorithm that automatically extracts melt-pool width and height dimensions as a function of time.
Simkin makes a distinction about using Senvol ML for the NIST project and in general. “Our software can analyze data from any additive process and any material. We will be looking at laser powder bed fusion with NIST, but that’s not the broader goal. We plan to provide a roadmap for design and manufacture of AM parts with tailored properties — built on any machine, of any material, using any process — using a minimum number of iterations instead of the time- and cost-inefficient ‘trial and error’ approach.”
The extended AMMD database and results of the Senvol ML analysis will be available to the public in January 2019.
Subscribe to our FREE magazine, FREE email newsletters or both!
About the Author
Pamela Waterman worked as Digital Engineering’s contributing editor for two decades. Contact her via .(JavaScript must be enabled to view this email address).
Follow DE

