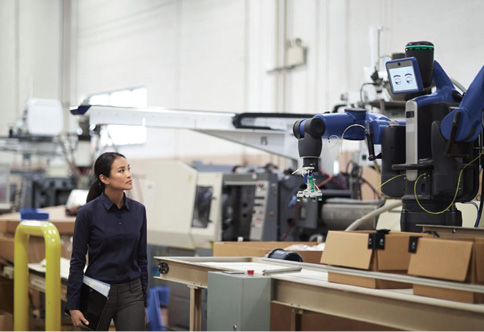
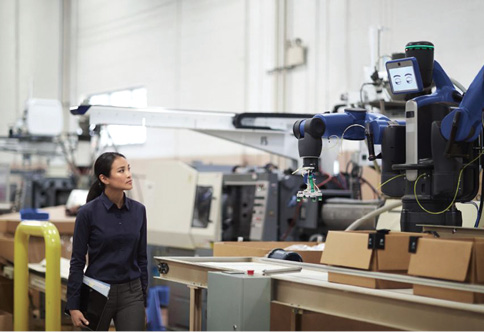
Robotics vendors are putting safety first at all layers of the industrial automation stack. Image: Intel

May 24, 2017
Toyota has become a leader in applying robotics to automobile manufacturing. Famed for its “kaizen” continuous improvement philosophy, Toyota engages employees to identify areas for improvement and to provide practical solutions. For years, that improvement has included a great deal of robotic automation of work procedures. But something is changing.
Toyota and other manufacturers are rethinking their use of robots. There is a sense that too much knowledge about manufacturing processes is being lost in the transition from human to robot. The concern is that the current path of automation is creating a workforce of interchangeable employees instead of teams led by experienced and knowledgeable tradecraft specialists and masters.
 Robotics vendors are putting safety first at all layers of the industrial automation stack. Image: Intel
Robotics vendors are putting safety first at all layers of the industrial automation stack. Image: IntelThe “human as expert” is one side of Toyota’s new thinking. The other side is a desire to continue to improve processes, increase quality and raise efficiency. In the past, that meant more “dumb” robots capable of high-speed repetitive tasks. Now, it means bringing in robotic labor as an adjunct to human labor. Manufacturers want a new generation of robots—some are calling them cobots—that are designed to work safely in close cooperation with humans. The push for cobots is seen as a better way to meet consumer demand for mass customization and a faster path to implementation of new technologies.
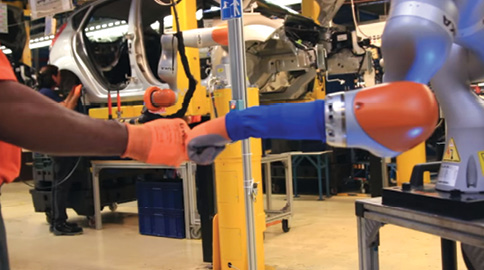
Toyota is not alone in bringing cobots into the factory. Ford has been quick to invest in smaller robots capable of being quickly reprogrammed and built for physical adaptability. For example, Ford is using cobots to help fit shock absorbers to Fiesta cars in its Cologne, Germany plant. The task requires pinpoint accuracy, strength and dexterity. The cobots have high-tech sensors that can detect when a hand or finger is in their path, and stop immediately. “Robots are helping make tasks easier, safer and quicker, complementing our employees with abilities that open up unlimited worlds of production and design for new Ford models,” says Karl Anton, director of vehicle operations for Ford of Europe.
 The new generation of collaborative robots—aka cobots —is designed to be lightweight, adaptable and safe for interactive use. Image: ABB
The new generation of collaborative robots—aka cobots —is designed to be lightweight, adaptable and safe for interactive use. Image: ABB
The Next Wave of Industrial Automation
Ford and Toyota are among those on the forefront of what many are calling Industry 4.0, a catch-all term for the intersecting waves of technology hitting manufacturing as a variety of cyber-physical systems. It includes these six key enablers:
- IT-enabled mass customization;
- automatic and flexible adaptation of the production chain;
- tracking and self-awareness of parts and products;
- improved human-machine interaction such as cobots;
- production optimization via the Internet of Things (IoT); and
- new types of services, business models and value chains.
This new digitalization ensemble requires foundational technologies that can combine advances in signal gathering, data processing, graphics, robotics and networking in new ways. This vision of Industry 4.0 and cyber-physical systems must be able to react with the physical world of the factory and the product as well as the virtual world of the design and the IoT network. New enabling products from such industry leaders as Intel and Dell EMC have a strong focus on providing a platform for intelligent machines, advanced analytics, two-way graphical representation and human-machine interaction.
 Ford has installed cobots in its Fiesta plant in Germany to automate the installation of shock absorbers. Image: Ford
Ford has installed cobots in its Fiesta plant in Germany to automate the installation of shock absorbers. Image: FordThe new ways of computing require a high degree of autonomy and machine intelligence, so that storage systems, production facilities, smart machines and the final products can all communicate and respond independently. There are three types of system integration that must take place:
- Vertical integration—existing networks and networked manufacturing systems must be equipped for real-time participation in manufacturing processes.
- End-to-end integration—including product lifecycle management (PLM), manufacturing execution systems (MES), and the supply chain in the Industrial IoT.
- Horizontal integration—provisioning of service-based interactions between factory and product, manufacturer and customer.
Predictive Maintenance as Step 1
Some manufacturers are dipping their toes in the water of Industry 4.0 with predictive maintenance. The concept is simple to describe but transformative in application: You repair machines before they break down. Every user wears out products differently; there is no one maintenance schedule that fits every case. Predictive maintenance enables the permanent monitoring of components inside a machine, using sensors to measure and report vibration, environmental factors and more. Specialized software collects and evaluates the data, and reports in advance when a component is close to failure.
 The new generation of collaborative robots augment human activity instead of replacing it. Image: Ford
The new generation of collaborative robots augment human activity instead of replacing it. Image: FordPredictive maintenance is cost effective; it limits downtime, saves energy and reduces maintenance costs. Instead of reacting when a component fails, technicians can act in advance. Accumulating a body of data on machine operations also provides insight on factors that influence machine wear, such as order frequency, material quality, weather or production transitions. The Dell Edge Gateway is an IoT-ready smart server, in an industrial-grade form factor ready for the factory floor. Running on dual-core Intel Atom processors with specialized software from a variety of vendors, the Dell Edge Gateway bridges the factory and the cloud, analyzing streaming data in real time and sending only meaningful data to the control center.
The Computational Power Behind the Industrial IoT
Cobots, IoT sensor nets and other Industry 4.0 advances are not assembled from off-the-shelf parts. They require a unified deployment strategy that starts with the essential computational platforms. Intel and its IoT software division, Wind River Systems, are leaders in the development of robust factory hardware, applications and workflows. Intel’s Internet of Things Group offers a digital platform that blends industrial safety requirements with the computational horsepower required for bringing the benefits of digitalization to the entire supply chain. Adherence to safety integrity levels (SIL) 1 and 2 are part of all products and applications, including hazard risk analysis and safety integrity.
At the Embedded World conference in Germany earlier this year, Intel Wind River presented an industrial robot system managed by an IT stack of an Intel Xeon processor, the VxWorks operating system, and Wind River software. The robotic arm would draw on a Plexiglass window; an error would be simulated and the system immediately entered safety mode. At the same time, the Intel/Wind River stack was also operating a second virtual machine, performing testing applications. Both processes functioned normally when the simulated error was introduced.
“I’ve heard manufacturers consistently voice frustration on how to effectively and efficiently develop, design and deploy robust functional safety solutions to meet evolving safety standards,” says Chet Hullum, the general manager of Intel’s Internet of Things Group. He says Intel is focused on delivering Xeon-powered, safety-certified solutions to accelerate the integration of robotics/cobotics, security and control automation systems into the Industrial Internet of Things. Key features include meeting global IEC 61508 requirements; high performance in an energy-efficient design and optimized diagnostics that include mixed workloads.
For more info:
Subscribe to our FREE magazine, FREE email newsletters or both!
About the Author
Randall S. Newton is principal analyst at Consilia Vektor, covering engineering technology. He has been part of the computer graphics industry in a variety of roles since 1985.
Follow DE

