To 3D Print, or Not to 3D Print?
Consider the application, volume requirements and operational efficiencies.

Support structures can work for or against the engineer. For example, they can increase the volume of material and require post-processing, both of which increase the cost of fabrication. At the same time, support structures prevent warping when used in thin-walled designs, improving quality. Image courtesy of 3D Hubs.
Latest News
January 1, 2019
The time has come for engineers, plant managers and automation systems integrators to face the facts. Additive manufacturing (AM) will not—nor was it ever expected to—pre-empt traditional production systems. The truth is that not every production job should be 3D printed. The question, therefore, becomes: When is AM the most cost-effective means for a manufacturing application, and when are traditional production technologies like injection molding and machining the optimum choice?
AM vs. Traditional Technologies
To answer these questions, engineers must look beyond AM’s strengths and determine where the technology best fits in the broader context of the manufacturing environment. Qualities like waste reduction, near-limitless customization, improved speed and reliability, hyper-local production and increased availability of replacement parts have opened a new range of applications, but consider other factors to ensure that AM is the right fit for the task at hand.

Material costs and machine run time are just two factors that determine whether 3D printing is a cost-effective way to manufacture parts. Understanding the impact of all the factors that come into play and learning how to optimize each one can mean the difference between success and failure. Image courtesy of 3DEO.
The most defining factor is the volume of parts being produced. Conventional wisdom states that traditional manufacturing is more cost-effective than 3D printing in creating parts when the tooling already exists and volumes are high.
“Everything in 3D printing is a cost calculation that involves tooling amortization, delivery times and ultimately how many parts you want to make,” says Lance Kallman, vice president of business development at 3DEO. “If you have a manufacturing line already set up to assemble components that are, for example, investment casts, then you will have to compare the cost per part of the 3D printing technology vs. the existing cost of your manufacturing line. Often this comes down to volume because many 3D printing technologies simply can’t produce high volumes of parts, including consolidated parts.”
Among the most cost-effective traditional production technologies, computer numerical control (CNC) and injection molding systems rank high. A number of benchmarks can help you decide when these technologies are most effective.
“For plastics, CNC machining becomes the most cost-effective option at around 100 units, and injection molding for productions greater than 100 to 500 units,” says Filemon Schöffer, co-founder and CMO of 3D Hubs. “For metals, CNC machining is almost always a more cost-effective option. Metal 3D printing, however, becomes competitive in two cases: when an assembly can be redesigned to consolidate a very large number of parts (30 to 50+) into one, or when a geometry is required that is impossible to manufacture with traditional technologies.”
A cursory look at CNC and injection molding systems may cause you to question this rule of thumb, but a thorough examination will prove it correct. “With injection molding, even though the tooling cost will look daunting at first, the rate of production will be much higher and the cost per part will be more cost-effective,” says Danielle Barillas, project manager at Fictiv.
Exceptions to the Rule
Although these volume benchmarks are helpful when deciding what technology to use, other issues can pre-empt them and call for alternative approaches. These exceptions tend to revolve around business advantages and operational considerations.
“I am seeing more customers looking at 3D-printed solutions for applications that require less than 1,000 pieces per year,” says Tommy Lynch, applications engineer at Xometry. “In these cases, they are willing to pay a higher piece price because they can order in lower volumes, based on demand and have parts in as little as three business days.”
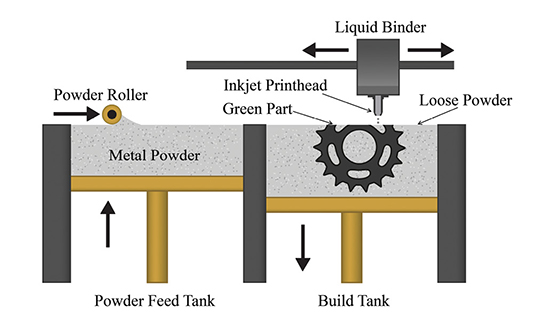
Binder jetting is suited for the manufacture of large parts and complex metal geometries because it is not limited by thermal effects, such as warping. Image courtesy of 3DEO.
Demand for aftermarket parts can also come into play. In fact, there are many cases where manufactures are looking to support end-of-life replacements via 3D printing.
Consolidation savings are also a factor to consider. “In some cases, it is much easier to consolidate an assembly using 3D printing, store it digitally and print on demand, as opposed to maintaining a bill of materials that must be ordered from multiple suppliers and assembled in house,” says Lynch.
Print Technology Considerations
Choosing the right technology not only involves comparing AM with traditional manufacturing systems, but also weighing the various 3D printing technologies. A plethora of technologies are on the market, but the three most common are fused filament fabrication (FFF, also known by the Stratasys trademark Fused Deposition Modeling, FDM)—stereolithography (SLA) and selective laser sintering (SLS).
In the past few years, high-resolution 3D printers across all three technologies have become exponentially more affordable, easier to use and more reliable. As a result, AM systems are becoming more accessible, so identifying what is most cost-effective fundamentally comes down to the application, production needs and cost per part.
If you examine these three elements closely, a few key factors surface when making cost-effective production parts. These include speed/throughput, volume, setup and maintenance.
Speed and throughput have advanced, raising the bar on AM’s capabilities and the applications it can serve.
“There are several technologies coming to the market specifically focused on speed and throughput,” says Lynch. “Two examples (already available) are Multijet Fusion (MJF) by HP and Continuous Liquid Interface Production (CLIP) by Carbon. In some cases, these technologies can build 10+ times faster than competing technologies currently on the market. As a result, pricing is becoming more palatable for low-volume production. Combine that with improved material properties, and you now have a case for investigating if 3D printing makes sense for your production needs.”
Speed and throughput relate directly to practical considerations that influence the second feature: volume.
“If cost-effectiveness is the main concern, then the size of production should be considered,” says Schöffer. “For example, if only a one-off part or a few parts are needed, then FDM or SLA are the most cost-effective options because they are widely available and the desktop printers can produce results comparable to the industrial printers. For larger productions (between) 50 and 100 parts, then a 3D printing technology with batch production capabilities—such as SLS for plastics or binder jetting for metals—is usually more cost-effective. The common thread of these two technologies is that they do not require support structures. This means that the whole build volume can be used since the parts do not need to be attached to the build platform.”
Finally, designers should factor in setup and maintenance in their selection process. Both tasks impact the time required for production, which relates to speed and throughput.
“Certain technologies require more maintenance or time to set up,” says Barillas. “Maintaining an FDM PLA [polylactic acid] printer usually requires less intense attention than an SLS printer. Printing a cube using SLS will be more expensive not just because nylon is a more expensive material but because there are also higher overhead costs inherent to that type of printer.”
Material Differences
The engineer’s selection of printing materials also impacts how to achieve the most cost-effective outcome for many applications. To choose the best material for the application, the designer must examine the question from various angles.
For instance, the engineer must consider the linkage among printing materials, AM technology and cost. “Your choice of printing materials is a big factor in the cost-effectiveness of 3D printing parts because it determines which 3D printing technology to use and what the material costs will be,” says Kallman.
Material costs can greatly vary for metal 3D printing, Kallman explains. This is because with the nature of powder-based metals, manufacturers need more than will actually be used to form a part, and the price is based on particle size. Bind and sinter technologies use standard cuts of powder and normal particle distribution, which lowers the cost.
That said, development teams cannot simply focus on material costs. Certain use cases require specific types of materials. In these instances, functionality can trump cost.
“PLA is the least expensive, followed by acrylonitrile butadiene styrene (ABS) and nylon, then Vero and rubber-like, and lastly ABS-like as the most expensive,” says Barillas. “However, each material is suitable for specific purposes and applications. PLA and ABS are great for testing iterations of rough prototypes. Vero and ABS-like are best suited for finely detailed models, whose primary purpose is aesthetics. Because they can offer this level of detail, with layer heights of 0.016 mm, they are more expensive. Additionally, ABS-like is more durable than Vero, thus increasing its value. Nylon sits in the middle. It’s fairly durable, and the cleaning process is more straightforward than Vero, but it can’t offer the same level as aesthetic.”
As a result, the engineer must navigate a series of trade-offs, pitting quality against cost, defining just what compromises are suitable for the application.
Size Equals Expense
The cost of 3D-printed parts depends to a degree on the total volume of material used and the time required to print the part. This means that larger parts will almost always cost more than smaller parts. Keep in mind that doubling the dimensions of a part increases its volume eight-fold.
There are, however, ways to combat cost through design decisions. For example, a common practice to reduce the design volume is to make it hollow (or latticed) while keeping the external volume the same. Reducing the wall thickness has a similar effect.

The design of this part uses a 45° angle build orientation and lattice-style supports to prevent warping, reduce overall surface area for each layer and minimize supports on overhanging features, promoting higher quality. Image courtesy of Xometry.
Designers can also reduce the volume of material used and the total print time by eliminating or minimizing the need for support structures. This technique is essential for higher production volumes.
Another approach that mitigates the impact of size on cost optimizes the layout of material based on given design space, boundary conditions and loads. For example, for high-end applications, topology optimization relies on organic-like structures that fulfill design requirements while using the minimal amount of material. This is a common practice for high-value components produced with selective laser melting (SLM) and direct metal laser sintering (DMLS).
A similar technique takes advantage of AM’s proficiency at creating complicated geometries. “To mitigate the effects of size and to improve cost-effectiveness, engineers should design their parts with 3D printing in mind and take advantage of complex design geometries to cut out unnecessary sections and reduce the amount of materials used,” says 3DEO’s Kallman.
Leveraging Complex Geometries
Taking advantage of complex design geometries does more than help design teams come to grips with part size and total volume of material. Getting the most from part complexity, however, requires more of the designer.
“Part complexity in 3D printing comes at no additional cost, but the part must be designed using the appropriate design guidelines for the selected 3D printing technology,” says 3D Hub’s Schöffer. “In practice, this means that a designer should always be familiar with the basic mechanics of the manufacturing process he is using. A few basic things to watch are support removal, powder evacuation, wall thickness and post-processing requirements.”
An example of post-processing best practices would involve designing internal channels for conformal cooling in metal (DMLS/SLM) using a teardrop cross-section instead of an O-shaped cross section. This practice eliminates overhangs and the need for support.
On the downside, post-processing operations can increase costs. For example, support removal—and smoothing of the surfaces that the support was attached to—is usually a manual process. When 3D printing with metal, CNC machining might be required to improve the accuracy and tolerances of critical surfaces or to reduce surface roughness.
Dimension Decisions
The engineer must make trade-offs when deciding on print dimensions such as layer height and wall thickness. This means juggling features like cost, part strength and durability, resolution and appearance. All factors come into play, complicating the process, but application requirements go a long way toward guiding the designer in making these choices.
One rule of thumb is that layer height affects build time. Simply put, increasing the layer height reduces the total number of layers and ultimately build time. Faster build times mean lower costs.
When dealing with these issues, designers must consider more than cost and build time. For example, faster build times cut costs, but they also reduce resolution, increase the layer visibility (i.e., the “stair-stepping effect”) and present a less-pleasing appearance.
“A smaller layer height definitely looks better and is more precise,” says Fictiv’s Barillas. “However, this adds time and therefore cost. That’s why it’s important to understand the part’s application. Is it for aesthetics, or do you only need a rough idea of what the part will physically be like? If it’s the latter, it’s more worthwhile to stick with ABS or PLA than to go straight to higher end materials like VeroWhite.”
Using techniques such as hollowing also impacts the designer’s layer height decision. “If you’re hollowing a part to save money, the wall thickness is a significant part of that,” says Andrew Edman, applications engineer at Formlabs. “You need to balance getting the strength you need while reducing overall material usage.”
Wall thickness, on the other hand, represents less of a cost driver, but it poses more of a technical challenge. For example, thin walls without support structures tend to warp. Thick walls increase costs in laser sintering because the laser must trace more surface area, which increases the build time. Bind and SLA technologies do not use a laser, however, so they are not affected in the same way.
Get Started
If your goal is to become familiar with 3D printing technology—what it’s good for and what the materials are capable of—a common approach is to begin working with the technology, figure out the details of cost and application, and cultivate an understanding of its strengths firsthand.
“Opportunities that are well suited for 3D printing often emerge when there’s a time crunch or some issue arises where doing things the typical way is costly, slow or simply not possible,” says Edman. “I’ve seen lots of examples that can only be described as happy accidents—where they tried something on the printer, often sheepishly admitting they didn’t expect it to work, and when it does, the printer often pays for itself after only a couple of parts.”
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News


