Benefits of Digital Metrology
Engineers save time with 3D metrology.

September 1, 2011
By Debbie Sniderman
DE spoke with four manufacturers who use 3D metrology tools in their day-to-day operations. We found how scanning, digitizing and automated probing physical parts helps design engineers save time and money—and even obtain more business.
Kooks Custom Headers: New Products, Designed to Fit
One manufacturer, Kooks Custom Headers has produced custom exhaust systems for car owners and the automobile racing industry for more than 50 years. Designing a new custom exhaust previously involved bending a tube and checking the fit at interference points (steering, motor and suspension) one at a time. If it didn’t fit, another would be bent. Depending on the vehicle’s intricacy, it could take a week-and-a-half to design an exhaust header set coming from a motor, according to design and manufacturing engineer Rick Kranz.

The custom race header for a top sportsman-class drag car is a perfect fit.
Kooks R&D department recently began designing exhaust systems by digitizing a car’s underside with a probe tip on a Baces3D Arm CMM (coordinate measuring machine) system and Rhino CAD software to check interference points and generate surfaces. Designers can now manipulate digital representations of tubes independently or as a single unit using Rhino files in Tezet Tubing software. Tezet generates bend data and downloads it directly to production bending machines.
It now takes three days to complete an entire design. After confirming the new part fits on the car and performs well, the CAD files are also used to design weld tooling to make production fixtures.

It is much quicker for Kooks to develop new exhaust header tubes by digitizing its
connections with a CMM probe tip mounted on a Basis 3D arm.
“Built the old way by hand, fixture building took a week, and fabrication was inconsistent from one part to the next, causing production problems,” Kranz recalls. “Now, with digital prints and laser cut fixtures that can be made in one day and used over and over, there’s no comparing the accuracy. It saves us money since there are no rejects, and all pipes fit every time.”
Kranz also looks forward to stopping producing and storing “golden parts,” physical templates engraved with a number, date and rev. “We have hundreds—from years of manufacturing—taking up valuable floor space,” he adds. “The most expensive thing in manufacturing is square footage. After we go all digital, we’ll have more room to put equipment.”
C-CAT: Portable Live Inspections
Carbon-Carbon Advanced Technologies Inc. (C-CAT), a rapid prototyper and flight hardware manufacturer of large-scale, carbon-carbon composite structures for aerospace, military, government and industrial clients, uses portable CMM systems, a Leica LTD700 Laser tracker, a Leica Absolute Interferometer tracker, and wireless contact Leica T-Probes during assembly.
C-CAT performs live inspections of its high-temperature composites that change shape during processing as a quality check, to ensure things haven’t unexpectedly moved during the build process, and at interim processing stages, after thermally cycling materials.

A C-CAT technician performs a live dimensional assessment of the inside
structure of an aeroshell test vehicle for hypersonic flight theory to determine
part placement accuracy.
“We’re able to check areas quickly, allowing us to manufacture hardware faster than in an R&D environment,” notes Quality Assurance Director Raj Narayanan. “Instead of stopping to use old manual measurement tools such as gauges, we can measure while processes are running.”
By checking 1,000 points on a surface in five minutes, he says his team can tell the shape across 16 ft. of a smooth, large, aeroshell surface with 500,000 data points—and tell exactly what it is doing in less than an hour.
“That value can’t compare to measuring by hand or with another device,” he adds. “It would take 10 times as long, and we wouldn’t be able to check other points.”
Narayanan estimates C-CAT saves millions of dollars on large-scale projects, where hundreds of complex fixtures, gauge blocks and jigs are required for each massive structure design. Even fixtures for small structures are so intricate that they come at a very high cost.
“We are able to eliminate or drastically reduce the tooling required during assembly,” he explains. “When complex tooling is needed, we are able to build and validate it quickly using our laser tracker.”
C-CAT can also bring its portable metrology tools to vendors who don’t have inspection capabilities, and measure critical parts as they are being made. Being able to verify specs and check whether dimensions had changed before delivery is another important timesaving capability, according to Narayanan.
3D CNC Inc.: Verifying Precision with Automation
3D CNC Inc. is a precision tool-and-die manufacturer fabricating close tolerance components (typically + .0001 in.) for more than 90 customers in computer, medical, dental, military and aerospace industries. Its 3D inspections on a Zeiss Prismo Navigator CMM with a Vast Gold Active Sensor and Calypso software, and 2D inspections on an OGP Avant with an automated scanning probe are performed to:
- ensure incoming parts match prints;
- verify that work in progress remains in spec, after critical
- processing steps and before shipping to customers;
- create prints from customers’ broken parts to fabricate
- more or reverse-engineer mating parts; and
- verify tolerances or designs on parts for third parties.
“It took four to 10 times longer to inspect using ‘open layout’ inspection methods involving granite surface plates, dial indicators, vision systems, and gauge box electronic height indicators,” Quality Manager Ken Wraspir recalls. “Adding extra time to create complex fixturing, it took up to 4 hours to inspect a single part. Our automated CMM now gathers more information in less than 30 minutes.”
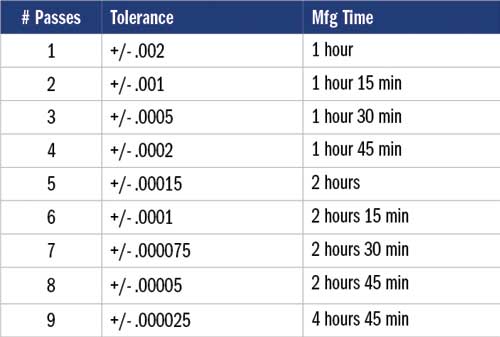
After inspecting a customer’s incoming part, 3D CNC creates a chart of
manufacturing times performs cuts with varying tolerances (Material: Carbide,
Thickness: 0.125-in.; cut length: 1 in.). Charts such as these present cost-saving
options to designers when it is possible to reduce over-design.
By making inspection results available to customers’ design engineers, the team can be certain their parts meet tolerance, eliminating time spent debugging or re-measuring.
3D CNC’s metrology tools also help its customers save money by reducing unnecessary over-design. Incoming parts are measured to demonstrate realistic manufacturing times and costs for varying tolerances (see Table 1). System capabilities and explanations of which tolerances require non-standard tooling are presented to help designers take advantage of cost-saving production options. One customer was able to reduce manufacturing costs in half by designing tight tolerances only in critical areas after a review with metrology personnel, for example.
Synergeering Group, LLC: Process Control for Repeatable High Accuracy
Synergeering Group, LLC offers rapid prototyping and manufacturing of large parts made with custom RapidNylon (glass-filled nylon) material and a laser sintering processes. Its 7-axis Quantum FaroArm with Laser ScanArm V3 scanner head and PolyWorks software are used to control processes that make highly accurate and functional parts for automotive, military, aerospace, medical and consumer appliance industries.

Synergeering’s FaroArm inspects a 4-cylinder intake manifold.
In a flexible manufacturing facility that mixes builds, products and customers on the same processing equipment, inspecting every part takes too much time. Scanning calibration samples that test processing limits, with extreme wall thicknesses and differing geometries, helps the team quickly locate process and equipment problems, and understand how much their equipment has drifted. Failure modes are recognized, and coarse or fine adjustments are made so they don’t have to spend time on damage control or rejects.
“By constantly chasing our processes and fixing them, we can maintain high degrees of accuracy. This prevents problems ahead of time, and saves time troubleshooting problems later on,” says Synergeering Owner Thomas Gogoe.
Before, removing samples from fixtures and manually measuring with gauge blocks, calipers, rulers and CMMs with probe tips took a long time, was expensive, and didn’t provide the data fidelity needed to understand production processes beyond primitive shapes.
Now, line-of-sight measurements are made on samples still in fixtures, and the high-fidelity metrology enables much finer process control, creating parts with high value to customers. Some prototype parts are so accurate that customers use them as fully functional production representatives for testing.
“Metrology processes also lowered our throughput time, and are key for making our lead-time predictable. We complete most projects in less than a week,” Gogoe says, “and even large parts, like a V8 motor with intakes, can go from a CAD model to part in three days.”
For More Information:Debbie Sniderman is an engineer and has her own manufacturing and R&D consultancy. Contact her at VIVLLC.com.
Subscribe to our FREE magazine, FREE email newsletters or both!
About the Author
DE’s editors contribute news and new product announcements to Digital Engineering.
Press releases may be sent to them via [email protected].


