3D Printing Metals: Why Support Designs Matter

3D-printed metal waveguide array with monopulse beam formation. (Image courtesy Optisys)


Latest News
March 3, 2017
Support structures for laser-melt, powdered metal additive manufacturing (AM) parts are almost a misnomer. Yes, you could say supports provide a certain amount of anti-gravity assurance in 3D printing, but mostly they serve as solid paths for heat transfer. Why is heat transfer so important? Let me count the ways … or better yet, let Robert Smith, CEO of Qualified Rapid Products do the honors.
The Right 3D Printer and the Right Support Structure
Smith has 20 years of mechanical engineering experience— 10 of those years in 3D printing—and his service bureau helps customers design and print metal parts on either a Concept Laser Mlab R system or an EOS m280. “My Mlab does well at fine resolution small parts. It has a smaller build envelope and a smaller laser spot size. It is also easy to clean and swap out materials, so we have done a very wide variety of materials on it,” he points out. “The EOS m280 is larger and faster, and good for production parts, (but) we limit materials to aluminum and stainless steels for now.”Qualified Rapid Products also operates two furnaces (large and small) which they use for stress relief, solution annealing (with a quench step) and age hardening. Both can be flooded with argon for use with parts built from titanium and cobalt chrome.
All those years of hands-on 3D printing have taught Smith the nuances behind successful part production. “We like to take ownership for the part meeting the final requirements,” he says, “and reserve for ourselves the process variables that will enable us to do that.” This includes his team insisting on designing its own support structures.
A Great Place to Learn about Support Structures
Recently Smith began writing a series of well-illustrated blog posts explaining why this factor is so critical. A general diagram in the Introduction post (Figure 1) shows how a metal part requires some areas to have a narrow but solid structure to anchor it to the base plate (which is later broken away or machined off). For the rest of the part, he poses the question: “What would happen if you exposed a layer of loose powder-bed metal with no solid directly beneath it?”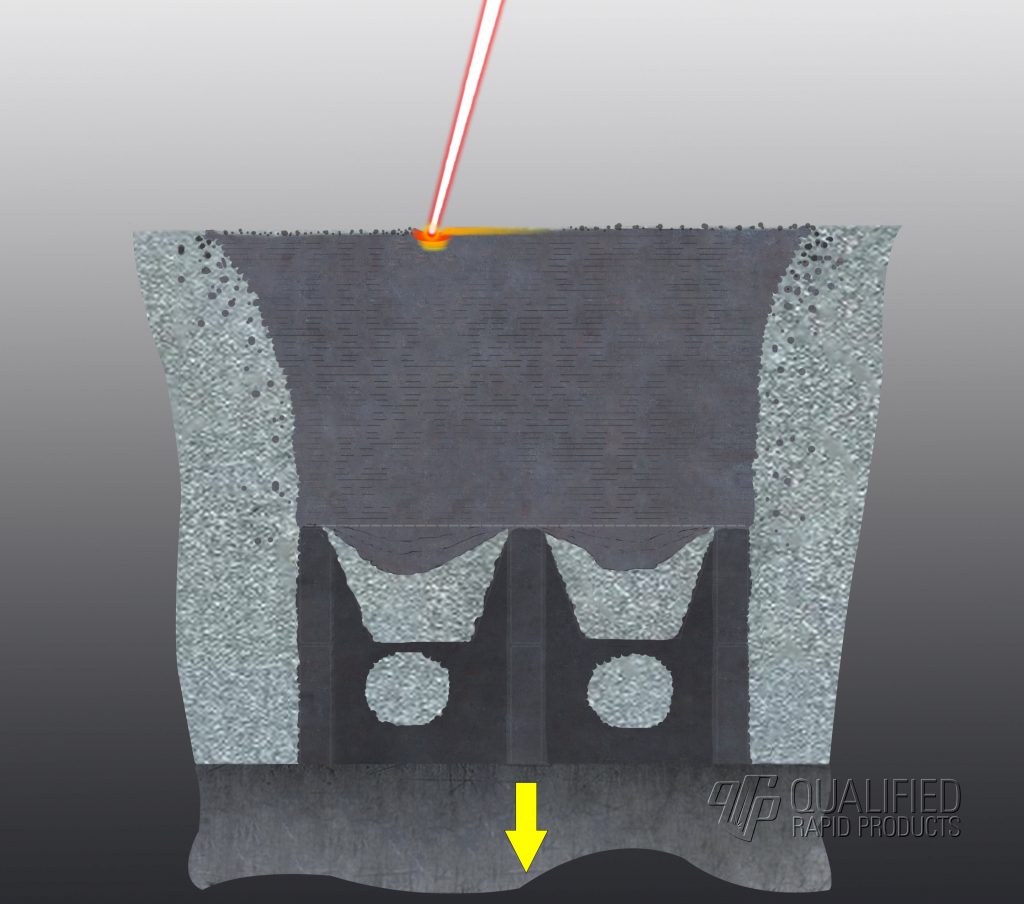 Figure 1. Cross-section of 3D-printed metal part, showing build tray, support structure, loose powder and laser-weld exposure plane. (Image courtesy Qualified Rapid Products)
Figure 1. Cross-section of 3D-printed metal part, showing build tray, support structure, loose powder and laser-weld exposure plane. (Image courtesy Qualified Rapid Products)The answer is covered in Part 2 of his blog series, with a great illustration of the multiple layers that get melted or re-melted with each pass of the laser (Figure 2). Smith explains that not only do supports provide something to “weld” against, they hold the part down (to prevent edge-curling) and draw away the heat. This is the best description (with additional illustrations) I’ve seen about why poor heat transfer causes problems with the re-coater blade setting up the next layer’s run.
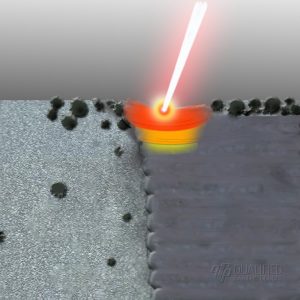 Figure 2. Laser exposure layer on a metal powder-bed 3D printer, showing lower re-melt layers. (Image courtesy Qualified Rapid Products)
Figure 2. Laser exposure layer on a metal powder-bed 3D printer, showing lower re-melt layers. (Image courtesy Qualified Rapid Products)Part 3 includes both photos and CAD imagery of problems that can occur with 3D-printed metal parts when support structures are not well thought out, as is often the case with automatically generated support structures. Follow-up posts will cover other metal-critical topics such as overhangs, bridges and cantilevers.
 3D-printed Ka-band metal waveguide array for monopulse beam formation. (Image courtesy Optisys)
3D-printed Ka-band metal waveguide array for monopulse beam formation. (Image courtesy Optisys)3D Printing Waveguides and Microwave Components
Smith also works with several colleagues at a complementary business called Optisys which designs and builds complex microwave and millimeter-wave systems. Optisys applies the unique advantages of 3D-printed metals to producing antenna horns, feeds and arrays, as well as structurally complex waveguides and custom waveguide connectors.“This use is a great opportunity to employ Design for Manufacturability techniques in reducing part count, improving reliability, reducing assembly variables and more,” he says. “We saw a huge opportunity here and jumped on it.” He adds that, from what they’ve seen, no one else is doing what they are doing in this field.
“Part of our magic,” notes Smith, “is designing for AM from the start. The other part of the magic is the fact that we own the equipment and the build process so we can control every detail of the build.” Optisys currently works on parts designed for operation from 1GHz and up. For the lower gigahertz frequencies that are less sensitive to imperfections, they use the larger-format machine. For higher frequencies (Smith says they are currently working on an 80GHz application), they will use their Mlab system. Due to component sizing and intricacies, these parts are designed to be self-supporting.
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
About the Author
Pamela Waterman worked as Digital Engineering’s contributing editor for two decades. Contact her via .(JavaScript must be enabled to view this email address).
Follow DE


