Helping design and engineering professionals discover, evaluate and specify technologies and processes that shorten the design cycle and enable success.

Digital Engineering April 2026
In the latest issue of Digital Engineering, we take a look at the latest innovations in design for additive manufacturing, including the use of natural language inputs, social media cosplayers, and AI integration. The issue also includes a feature…

January Special Focus Issue: Design for Additive
In this Special Focus Issue of Digital Engineering, learn about the latest advancements in design for additive manufacturing, including new software tools, additive in automotive, custom medical devices, and more.
 MELD’s B8 printer "stirs" layers together without high heat. Image courtesy of MELD Manufacturing.
MELD’s B8 printer "stirs" layers together without high heat. Image courtesy of MELD Manufacturing.Until recently, manufacturers’ efforts to apply 3D printing in large-scale production areas have been thwarted by inherent limitations of the technology. Traditional metal printing processes can suffer from spatially restrictive deposition chambers, slow production rates, and undesirable physical properties. MELD’s technology boasts capabilities that could well sweep aside these barriers, enabling additive manufacturing (AM) to make greater inroads in the industrial sector.
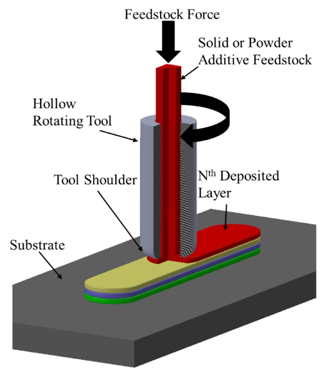
MELD technology’s greatest break with traditional AM practices is its reliance on a solid-state approach. MELD’s B8 printer applies a thermomechanical additive manufacturing (AM) process similar to friction stir additive manufacturing (FSAM). Rather than fuse existing layers of material as in the FSAM process, MELD uses friction-generated heat to deposit new metal feedstock at a high-deposition rate without reaching a melting temperature. In the MELD process, the system forces material through a hollow, roatating tool, stirring the material into the material beneath it. The company says the process yields a metallurgical bond between layers with a refined grain structure. The stirring action breaks up individual material grains into smaller sizes, which provides enhanced strength and performance properties, including corrosion and wear resistance, according to the company. MELD deposits are said to be fully dense and do not require a secondary densification process.
By operating at lower temperatures, MELD’s technology is said to avoid material flaws like porosity and hot cracking. The company says this enables the 3D printer not only to produce high-quality parts, with full density, but also to consume less energy than melt-based processes. It also allows the MELD B8 to have an "open atmosphere" that the company says opens up a new range of applications for its 36x12x12-in. build volume.
“For coatings, repairs, or addition of features, we fixture the base part onto the table, and then add or build material on it,” says Nanci Hardwick, CEO of MELD Manufacturing. “Melt-based processes generally have a very weak bond between the deposited material and what it is deposited onto. MELD is different in that the first layer of deposited material is stirred into the substrate. Every subsequent layer is stirred into the previous layer. The resulting metallurgical bond is very strong. This is part of what gives melded parts wrought properties. It is what creates a bond that will not delaminate or crack in coatings. It is what makes repair robust.”
 The B8 MELD machine offers the flexibility of open atmosphere operation, mitigating health and safety concerns. In addition, the printer reduces operating costs with low-power operation. Typical power consumption falls between 10 A and 20 A. Image courtesy of MELD Manufacturing.
The B8 MELD machine offers the flexibility of open atmosphere operation, mitigating health and safety concerns. In addition, the printer reduces operating costs with low-power operation. Typical power consumption falls between 10 A and 20 A. Image courtesy of MELD Manufacturing.Operating software controls processing parameters, including spindle speed, filler feed rate, and traverse rate. Build instructions are in machine g-code, so machinists who use mills and lathes can operate a MELD machine with minimal training.
The entire production operation occurs in ambient conditions, making the machine less complex and less expense to operate. Because built parts are already fully dense, there is no need for the post-processing finishing steps required by melt-based systems, according to the company. Fewer steps ultimately save time and money.
The use of solid feedstock is unique in additive manufacturing for metals and has several benefits. The feedstock is generally less expensive because it does not have to go through the extra processes of being ground or atomized. Operation and storage is safer because metal powders have a risk of fire or explosion. It is also safer for operators, who are at risk of breathing in the powders.
To date, MELD has been used to deposit light metals, such as aluminum and magnesium; and high-temperature metals, such as inconel and oxide-dispersion-strengthened steels. In addition, the technology can process unweldable materials and powders that cannot be used in melt-based additive processes. MELD technology has also been used with reactive materials like titanium. Users have combined different combinations of materials to create MMCs; functionally graded, multi-material parts; and bi-metallics.
 Currently, MELD can form magnesium, aluminum, aluminum silicon carbide, copper, copper metal matrix composites, magnesium, steel, strengthened steel, and ultra high strength steel. A magnesium gear housing box is shown here. Image courtesy of MELD Manufacturing.
Currently, MELD can form magnesium, aluminum, aluminum silicon carbide, copper, copper metal matrix composites, magnesium, steel, strengthened steel, and ultra high strength steel. A magnesium gear housing box is shown here. Image courtesy of MELD Manufacturing.MELD systems support a range of applications, including printing metal features onto existing applications as a secondary process; repairing, coating, and joining the same or dissimilar materials; and production of large metal components.
MELD contends that it addresses these issues with technology that offers a combination of size, speed, flexibility, and quality at lower acquisition and operating costs.
In terms of scale, the MELD process promises to enable manufacturers to print large metal parts at a scale that stands out in the metal additive market. The key enabler of this leap in scalability is that MELD is not encumbered by powder bed-, atmospheric chamber-, or vacuum system constraints.
This year, MELD Manufacturing was presented with the RAPID Innovation Award at the RAPID + TCT Conference, one of the leading additive manufacturing events in North America. The award recognizes the most innovative new products or services exhibited at the conference judged to have the greatest potential impact on the industry.

Tom Kevan is a freelance writer/editor specializing in engineering and communications technology. Contact him via [email protected].
Follow DEJoin over 90,000 engineering professionals who get fresh engineering news as soon as it is published.



About Us · Contact Us · Editorial Team · Advertising · Privacy Policy · Subscriber Services · © 2026 Digital Engineering 24/7 · Peerless Media