Helping design and engineering professionals discover, evaluate and specify technologies and processes that shorten the design cycle and enable success.
May 2026 Special Focus: Artificial Intelligence in Design and Simulation
In this Special Focus Issue, learn about the latest developments in the integration of artificial intelligence into engineering workflows.

April 2026 Special Focus Issue: Generative Design
In this Special Focus Issue, Digital Engineering takes a look at how generative design solutions can be used across different types of design problems and with a variety of manufacturing approaches to accelerate design space exploration, and…
The granddaddy of 3D printing is stereolithography (SLA), invented way back in 1986. A UV laser scans across the surface of a vat of liquid photopolymer. Where it touches, the liquid transforms into a solid. As work progresses, the part drops deeper into the polymer on an elevator, with the laser drawing one thin layer at a time on the surface. The finished part emerges--a fraction of a millimeter at a time.
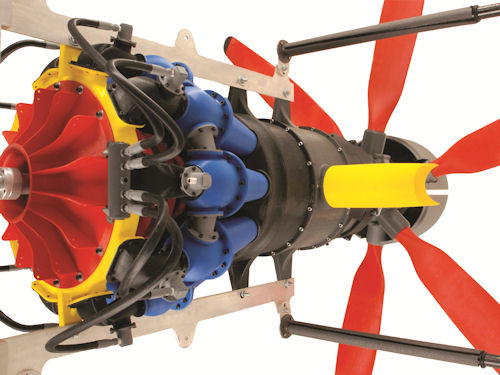
Turboprop prototype printed by Stratasys via FDM. |
SLA is by no means the only method of 3D printing, of course. Selective laser sintering (SLS) works in a similar fashion, but its fluid is a fine powder of metal, plastic, glass or ceramic. Lasers fuse the powder in thin layers at its surface, once again creating the part layer by layer. Binder-based 3D printing uses something like a traditional printhead to deposit binder on the powder's surface. Fused deposition modeling (FDM) extrudes a thick liquid from its printer head to build up the final part.
| Daimler Wants Large-Scale AM
The Fraunhofer Institute of Laser Technology has partnered with Concept Laser to produce a large-scale additive manufacturing (AM) system at the behest of Daimler. The X line 1000R is being touted as one of the largest AM systems ever built. It has a build envelope of 23.6x15.7x19.7 in., and the build bed rotates to help reduce build times. The new system has a layer thickness of 20 to 100 µ. "This really was uncharted territory for us, admits Frank Herzog, managing director of Concept Laser. "The development of a machine concept of these dimensions in close collaboration with Daimler AG and the Fraunhofer ILT clearly illustrates our claim to be the technology leader in the field of laser melting. The X line 1000R uses Concept Laser's LaserCusing process, which, according to the company, produces metal AM-created objects with greater durability and density than other laser sintering processes. Potential materials include high-grade steel alloys, tool steels, aluminum or titanium alloys, nickel-based super alloys and cobalt-chromium alloys. Daimler approached Concept Laser and the Fraunhofer Institute to design an AM system that could replace sand and die-casting processes. The lack of waste associated with AM means long-term savings for Daimler, as opposed to more traditional methods of manufacturing. Size wasn't the only goal. Daimler also insisted on a system that was significantly faster than Concept Laser's other machines. According to Concept Laser, this was achieved by fine-tuning temperature control inside the reaction chamber and the powder bed. The first X line 1000R has already been delivered to Daimler. -- John Newman |
There are many other forms of 3D printing. What they all have in common is that they are additive. Additive manufacturing (AM) skips the molds and tools--and the piles of shavings.
But what about their size? Could we print cars and planes?
"The reason most of the systems have been relatively small, says Wohlers Associates' Terry Wohlers, "is that most products that you buy are made up of parts that would fit in a 200mm to 300mm build environment. Manufacturers are going after that sweet spot; they want to sell to a lot of different companies. But we're going to have bigger systems. There's no question about it.
In fact, Airbus recently announced plans to print an entire passenger jet by around 2050. That's way beyond today's capabilities but, since 3D printing is itself less than 30 years old, you can't say it's impossible.
Today's State of the Art
"Printing a fully assembled car in one go is still a fairy tale, admits Stijn De Rijck, marketing manager of Belgium's Materialise. "But yes, there are cars that have 3D printed components in them.
Materialise has produced parts for the Pininfarina Sintesi and the Citro n GT, and the entire body shell of the Areion racecar, a competitor in the 2012 Formula Student Challenge. The Areion's body includes integrated clips and connection points, sidepods with complex internal cooling channels, and a custom sharkskin texture--all printed on Materialise's Mammoth SLA machines with a build envelope of 2100x700x800mm.
When Materialise was founded in 1990, says De Rijck, "we soon discovered that the automotive industry would benefit significantly from huge models, to test their new designs of bumpers, dashboards, door trims, etc. Materialise currently has 12 Mammoth machines running. Each can build a full dashboard or a bumper in less than five days.
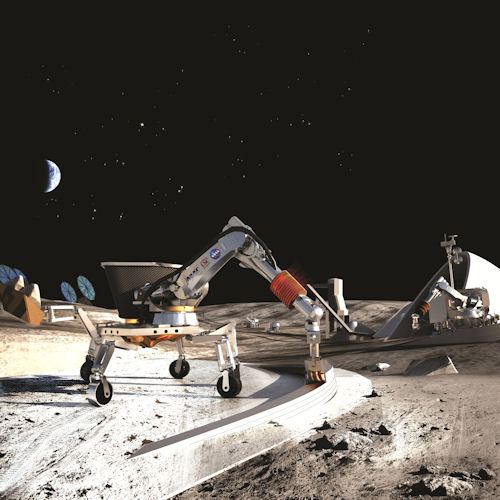
| Printing Houses ... on the Moon
Berok Khoshnevis is developing a method, called contour crafting, designed to print really large 3D structures--from concrete garden paths to industrial-sized ceramic molds to entire two-story houses, which he claims could be built in a day. So far, he's built full-sized walls, but not entire houses. Like all 3D printing, contour crafting builds layer by layer. The business end is a computer-controlled nozzle and trowels. The nozzle deposits a paste, such as concrete, and the trowels smooth it out, layer by layer. The process is fast, efficient and, because it requires virtually no manual labor, cheap. It's also mobile. The current gantry system disassembles into three pieces, fits on a small flatbed truck, and can be assembled and operated by two people. "You can have exotic, freeform, curved designs, says Khoshnevis. "Anything you can turn into paste you can build a structure with--thermal plastics, ceramics, plaster, concrete. Even molten rock: At press time, Khoshnevis was working with the NASA Office of the Chief Technologist's Innovative Advanced Concepts (NIAC) program to develop a way of printing infrastructures on the moon.
|
Advances in materials are as important as size, says De Rijck, noting that today's SLA "combine good mechanical properties with a really good finish. We have materials available that cope with the high standards in aerospace, automotive and electronics. Strength is always a combination of design and material, and since 3D printing allows for an extremely high degree of design freedom, you can solve design challenges you were not able to solve before.
Another option for printing large parts is polymer jetting (polyjet), similar to inkjet printing. Stratasys' recent acquisition of Objet adds polyjet printing to the company's product offerings. The new Objet1000, for example, uses polyjet printing to make 3D parts as big as 1000x800x500mm.
"It builds it up in 16 micron layers--about 1/3 of a hair, says Objet's director of marketing, Bruce Bradshaw. "The surface finish is good enough to use as-is.
The Objet1000 prints in 107 different materials, and it can print two materials at once. You can print different parts of the same assembly in different materials, or you can mix the materials together, either by blending them (such as "black+white=gray ) or layering them in stripes, polka dots or whatever pattern is appropriate. This isn't just for mixing colors; you can create whole new material properties.
"Typically, if it's a high-temperature material, it's brittle; if it's tough, it's not high-temperature, says Bradshaw. "By blending two materials, we can take the best of both of those properties and get a material that ]withstands up to] 95 ° C and is very tough. It's the only technology in the world that allows you to do that.
Stratasys also offers fused deposition modeling (FDM) with its Fortus 3D line of printers. FDM is a controlled extrusion process, where a high-tech glue gun lays down very fine lines of molten thermoplastic, about 0.010-in. thick. Fortus printers can create parts up to 3x2x3 ft. from a range of thermoplastics including acrylonitrile butadiene styrene (ABS), polycarbonate and high-strength engineering thermoplastics such as ULTEM (polyetherimide), a preferred material in aerospace.
In addition to vents and panels inside airplanes, "a lot of the heating and cooling ducts in the belly of the airplane are FDM parts, because of their crazy-shaped geometries, says Jeff DeGrange, Stratasys' vice president of direct digital manufacturing.
What's the alternative to FDM? "You've got to invest in a hard metal tool and send it to an injection molding machine or a vacuum forming machine, says DeGrange, an AM veteran whose career includes being a senior manager at Boeing.

Fabrisonic's SonicLayer 7200 uses a combination of ultrasonic welding and machining to build metal parts as large as 72x72x36 in. |
Granted, in terms of speed, AM technology can't compete with injection molding. But for low- to mid-volume production, says DeGrange, AM wins hands down: "It takes away the high cost of investing in metal tooling.
He offers the example of a business jet manufacturer that builds 500 airplanes over 10 years, but because they're doing it for 50 different airlines, they have a high product mix.
"Each of those customers are going to want something different. Now I've got to buy 50 different tools? Store those tools over the lifetime of the airplane, which will be decades? he says. With AM, there's no tooling to buy, store and update. "Your warehouse is your computer. If you have to update a given model airplane, you download your file, you send it to your machine, and you build it in hours or days--not weeks or months.
What if you need large metal parts? Fabrisonic has developed the Sonic Welding AM process that can create large metal parts--nearly 6 ft. cubed. Its solid-state welding process builds up parts out of thin strips of metal such as aluminum, steel or titanium, typically between 0.005 and 0.010 in. thick. The metal tape is laid under a rolling ultrasonic horn, which produces high-frequency vibrations--inducing a solid-state, metallurgical bond at the interface.

Sciaky's largest EBDM chamber boasts an envelope of 29x4x4 ft., and can produce parts from high-value materials such as titanium. |
According to Fabrisonic CEO Mark Norfolk, all the machines are basically "large computer numerically controlled (CNC) vertical machining centers with our welding head on them. At every layer, we can machine away internal voids and shapes to create complicated internal geometry, as well as finish the outside of the part.
"A lot of our work is mixed materials, where you want copper in one place, aluminum in another, and maybe a steel mounting bracket, he continues. "Typically, if you melt aluminum and steel together, you get something that's very brittle, almost like glass. Since we don't actually melt it, we can join aluminum and steel and have a very nice metallurgical bond.
The resulting parts have material properties very near that of the raw materials, Norfolk says.
Another company producing large metal parts is Sciaky, which has provided advanced welding systems for the aerospace and defense industry since 1939. Over the past few years, Sciaky has expanded its core competency from manufacturing world-class electron beam (EB) welding systems to producing large-scale, high-value parts for defense and aerospace applications, using its exclusive direct manufacturing (DM) technology.

EBDM takes place in a vacuum, with an electron beam melting metal wire. |
Sciaky's DM produces near-net shape parts made of high-value metals like titanium, tantalum and Inconel. A fully articulated, moving electron beam welding gun deposits metal, layer by layer, onto a substrate plate (of the same material), until the part is complete and ready for finish machining. Deposition rates typically range from 7 to 20 lbs. per hour, depending upon part geometry and the material selected.
The DM process takes place in an EB vacuum chamber, which provides a pure environment. The contaminants are typically 0.1 part per million (ppm), compared to arc and laser welding, where there might be 500 ppm. Sciaky owns one of the largest EB chambers in the world, which has a standard envelope of 19x4x4 ft.--well-suited to producing large parts and structures.
Picture a large, internal wing structure with lots of ribs and other fiddly bits. The final structure might be mostly empty space--but, if you're going to machine it, you've got to start with a billet that encompasses the entire final structure.
If you have to order a huge billet of titanium for a large wing structure, it can take up to a year to obtain, says Kenn Lachenberg, application engineering manager at Sciaky. Then, with conventional methods of manufacturing this large structure, you're machining a good portion of that material away. The aerospace industry references this as the "buy-to-fly ratio.
With a not-unrealistic buy-to-fly ratio of 5:1, you're buying a ton of expensive material to get a 400-lb. finished part and a 1,600-lb. pile of shavings. That's bad if you're working with aluminum. If you're building titanium parts, it's practically obscene.
Any weldable alloy is a good candidate for Sciaky's DM, but high-value materials and big structures really lend themselves to this process, adds Lachenberg. With DM, there's minimal waste, which adds up to huge savings.
AM such as EBDM doesn't require big blocks of starting material. You don't need a lot of tooling. You can start with a CAD file and build the geometry in a matter of weeks--and sometimes hours. You can change your CAD model and build a revision without changing dies and tooling.
In a nutshell, Lachenberg concludes, Sciaky's DM solution allows manufacturers to save time and money on the production of large-scale, high-value parts and prototypes over traditional manufacturing methods. DE
Contributing Editor Mark Clarkson is DE's expert in visualization, computer animation, and graphics. His newest book is Photoshop Elements by Example. Visit him on the web at MarkClarkson.com or send e-mail about this article to [email protected].
INFO
Center for Rapid Automated Fabrication Technologies:
For more information on this topic, visit rapidreadytech.com.

Contributing Editor Mark Clarkson is Digital Engineering's expert in visualization, computer animation, and graphics. His newest book is Photoshop Elements by Example. Visit him on the web at MarkClarkson.com or send e-mail about this article to [email protected].
Follow DEJoin over 90,000 engineering professionals who get fresh engineering news as soon as it is published.



About Us · Contact Us · Editorial Team · Advertising · Privacy Policy · Subscriber Services · © 2026 Digital Engineering 24/7 · Peerless Media