Helping design and engineering professionals discover, evaluate and specify technologies and processes that shorten the design cycle and enable success.

Digital Engineering April 2026
In the latest issue of Digital Engineering, we take a look at the latest innovations in design for additive manufacturing, including the use of natural language inputs, social media cosplayers, and AI integration. The issue also includes a feature…

January Special Focus Issue: Design for Additive
In this Special Focus Issue of Digital Engineering, learn about the latest advancements in design for additive manufacturing, including new software tools, additive in automotive, custom medical devices, and more.
Qualified Rapid Products also operates two furnaces (large and small) which they use for stress relief, solution annealing (with a quench step) and age hardening. Both can be flooded with argon for use with parts built from titanium and cobalt chrome.
All those years of hands-on 3D printing have taught Smith the nuances behind successful part production. “We like to take ownership for the part meeting the final requirements,” he says, “and reserve for ourselves the process variables that will enable us to do that.” This includes his team insisting on designing its own support structures.
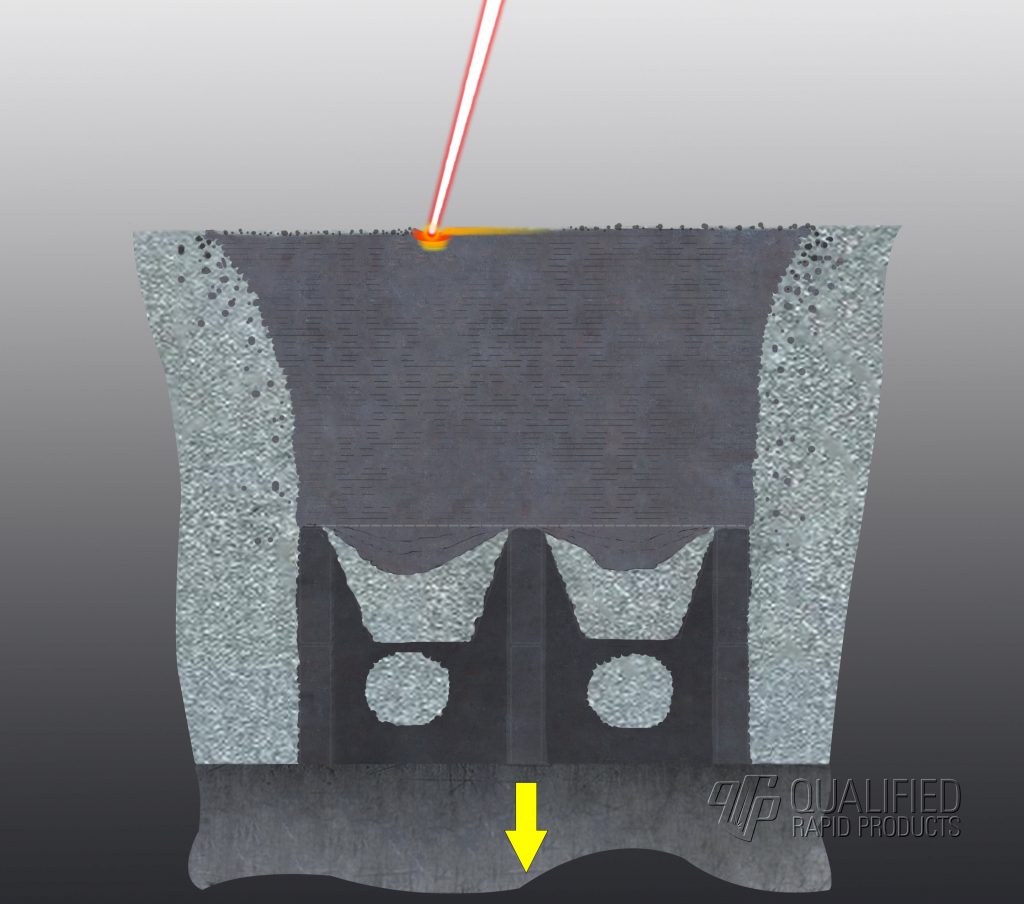 Figure 1. Cross-section of 3D-printed metal part, showing build tray, support structure, loose powder and laser-weld exposure plane. (Image courtesy Qualified Rapid Products)
Figure 1. Cross-section of 3D-printed metal part, showing build tray, support structure, loose powder and laser-weld exposure plane. (Image courtesy Qualified Rapid Products)The answer is covered in Part 2 of his blog series, with a great illustration of the multiple layers that get melted or re-melted with each pass of the laser (Figure 2). Smith explains that not only do supports provide something to “weld” against, they hold the part down (to prevent edge-curling) and draw away the heat. This is the best description (with additional illustrations) I’ve seen about why poor heat transfer causes problems with the re-coater blade setting up the next layer’s run.
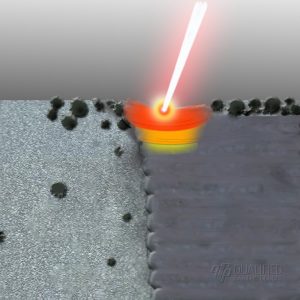 Figure 2. Laser exposure layer on a metal powder-bed 3D printer, showing lower re-melt layers. (Image courtesy Qualified Rapid Products)
Figure 2. Laser exposure layer on a metal powder-bed 3D printer, showing lower re-melt layers. (Image courtesy Qualified Rapid Products)Part 3 includes both photos and CAD imagery of problems that can occur with 3D-printed metal parts when support structures are not well thought out, as is often the case with automatically generated support structures. Follow-up posts will cover other metal-critical topics such as overhangs, bridges and cantilevers.
 3D-printed Ka-band metal waveguide array for monopulse beam formation. (Image courtesy Optisys)
3D-printed Ka-band metal waveguide array for monopulse beam formation. (Image courtesy Optisys)“This use is a great opportunity to employ Design for Manufacturability techniques in reducing part count, improving reliability, reducing assembly variables and more," he says. "We saw a huge opportunity here and jumped on it.” He adds that, from what they’ve seen, no one else is doing what they are doing in this field.
“Part of our magic,” notes Smith, “is designing for AM from the start. The other part of the magic is the fact that we own the equipment and the build process so we can control every detail of the build.” Optisys currently works on parts designed for operation from 1GHz and up. For the lower gigahertz frequencies that are less sensitive to imperfections, they use the larger-format machine. For higher frequencies (Smith says they are currently working on an 80GHz application), they will use their Mlab system. Due to component sizing and intricacies, these parts are designed to be self-supporting.

Pamela Waterman worked as Digital Engineering's contributing editor for two decades. Contact her via DE-Editors@ digitaleng.news.
Follow DEJoin over 90,000 engineering professionals who get fresh engineering news as soon as it is published.



About Us · Contact Us · Editorial Team · Advertising · Privacy Policy · Subscriber Services · © 2026 Digital Engineering 24/7 · Peerless Media