Helping design and engineering professionals discover, evaluate and specify technologies and processes that shorten the design cycle and enable success.
Alert!
Digital Engineering ceased publication on July 1, 2026. This website remains available as an archive of engineering content.
For inquiries or information, please email [email protected].
Digital Engineering April 2026
In the latest issue of Digital Engineering, we take a look at the latest innovations in design for additive manufacturing, including the use of natural language inputs, social media cosplayers, and AI integration. The issue also includes a feature…

January Special Focus Issue: Design for Additive
In this Special Focus Issue of Digital Engineering, learn about the latest advancements in design for additive manufacturing, including new software tools, additive in automotive, custom medical devices, and more.
Z Corporation overcame many technical and managerial challenges while developing its 3D color printers. Creating such products required a laborious series of spaghetti-like experiments chasing parameters thought to hold the potential for performance improvements. In one case researchers spent an entire year searching for a breakthrough that would achieve critical design specifications.
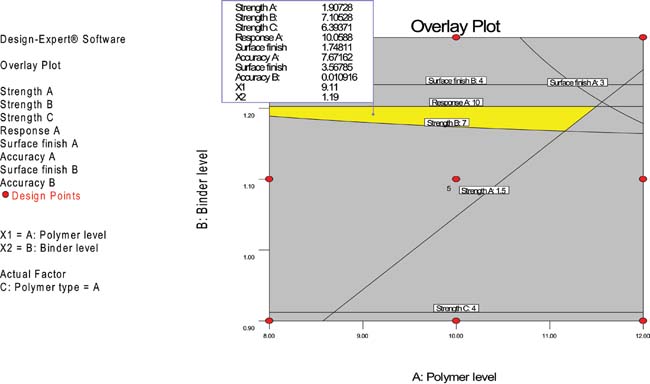 Figure 1: This is a graphical representation of the Design-Expert optimization solution. |
To accelerate their product development process, Z Corporation provided its engineers with the knowledge and software to do statistical design of experiments (DOE) with the help of Design-Expert software from Stat-Ease. The company developed a procedure by which every factor with a reasonable chance of affecting product performance is systematically and simultaneously evaluated via these controlled experiments.
“The DOE process identifies the significant variables,” says Joe Titlow, Z Corporation’s director of product management. “These vital few factors are then further investigated through more detailed experiments. This process makes it possible to overcome development obstacles and move much more quickly to an optimized product design.”
 |
Z Corporation’s 3D printers create physical models from computer-aided design (CAD) data by using an inkjet printhead to deposit a liquid binder that solidifies layers of powder. Full 24-bit color capabilities use colored binder materials (cyan, magenta, and yellow, like a 2D printer) to produce millions of distinct colors. A part can be printed at the rate of one vertical inch per hour. Because Z Corporation printers use standard inkjet printing technology, they are reliable and affordable. Finished parts cost $0.10 per cubic centimeter in materials.
Difficult Product Development Process
Development of printers based on this technology requires a profound knowledge of the complex interaction of the powder that forms the structure of the model. Other factors are the ink that causes the powder to solidify, the hardware that deposits the ink and powder, and the software that controls the process. Each of these systems must come together to deliver the strength, surface finish, and accuracy needed to meet design specifications.
In the past, the company transitioned slowly from research to product development. Researchers explored new chemicals, changed one factor and measured one response, then changed another factor and measured another response. This one-factor-at-a-time approach wasted a considerable amount of time on factors that were later determined to be insignificant. Researchers also often missed important multifactor interactions.
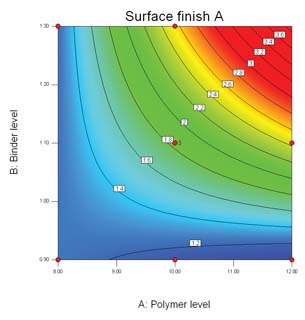 Figure 2: Curvature in Surface Finish A model shows strong interaction between factors A and B. |
“DOE offered a logical solution to this problem,” Titlow says. “One of our researchers learned from his DOE instructor that Design-Expert software from Stat-Ease offers a very powerful optimization tool called response surface methods (RSM). RSM models are crucial in developing the products at the heart of most of our projects. We found Design-Expert to be easy to use.”
Getting a Stalled Project Going
To fine-tune a powder formulation, a Z Corporation researcher used Design-Expert to create a three-level factorial RSM experimental design.
The researcher selected the following factors (with ranges shown in parentheses):
Note that the last factor is categorical (discrete types), whereas the other two variables are numeric (continuously adjustable). Design-Expert can handle combinations like these without problems.
The responses were as follows (while units of measure are confidential, actual ranges are shown):
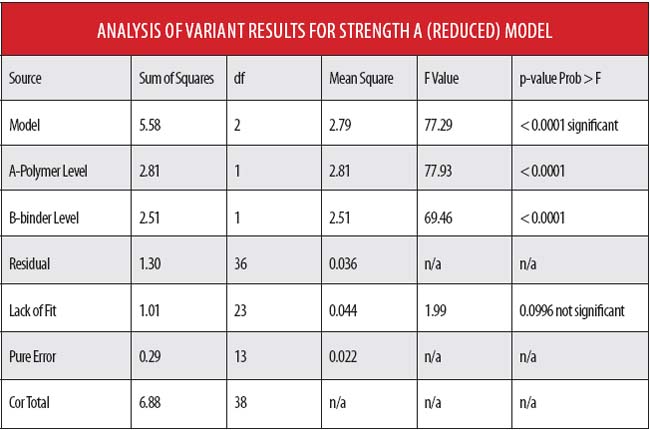
The software generated a design with 46 runs including 5 replicates. This met the experimental budget. (In cases where there is limited time or material, Design-Expert offers a computer-generated statistically optimal fraction with less than half the number of runs as this full factorial.) Many of the responses suffered from missing measurements, but the software experienced no difficulty in generating results from these reduced data sets. The majority of the responses were linear, but significant (and important) multifactor interactions were discovered for several of the critical responses (see Figure 2). The researcher viewed the ANOVA (Analysis of Variance) for each response (see Table above). Effects with less than a 90 percent degree of confidence were considered insignificant and deleted from the predictive models.
Optimizing the Product
Next, the researcher developed a desirability function by establishing criteria for each response (maximize, minimize, or hit a target and prioritize them by importance). Often the subsequent numerical optimization by Design-Expert provides a number of different solutions. However, in this case, the criteria led to only one possible solution. Figure 1 shows the small window of success. Technicians mixed the recommended powder recipe and made a batch in the lab. The results correlated remarkably with the predicted values from Design-Expert. Technicians repeated the experiments on a production scale and got the same results. This single RSM experiment resolved an issue that had stopped the project.
“This first success with DOE provided the momentum we needed for a full-blown implementation of the technology,” Titlow says. “Now we perform DOE on every new product-development project at the earliest stages. We enumerate every factor that theory tells us might be playing a role. Then we use factorial DOE to screen them, and RSM to provide the optimum settings. Factorial DOE/RSM reduces our time to market while creating products that perform at a higher level. In particular, the print quality of our products has gone up rapidly, allowing us to deliver more value to our customers.”
More Info:
Stat-Ease, Inc.
Michael Vogel is VP for Research and Development at Z Corporation. Before joining Z Corporation, Mike worked at Lockheed Martin where he was involved in the design and manufacture of advanced aircraft, spacecraft, and marine systems. He has a B.S. in both Aerospace Engineering and Life Sciences from MIT. Send comments about this article to [email protected].

DE's editors contribute news and new product announcements to Digital Engineering. Press releases may be sent to them via [email protected].
Follow DE


About Us · Contact Us · Editorial Team · Advertising · Privacy Policy · Subscriber Services · © 2026 Digital Engineering 24/7 · Peerless Media