Helping design and engineering professionals discover, evaluate and specify technologies and processes that shorten the design cycle and enable success.

Digital Engineering April 2026
In the latest issue of Digital Engineering, we take a look at the latest innovations in design for additive manufacturing, including the use of natural language inputs, social media cosplayers, and AI integration. The issue also includes a feature…

January Special Focus Issue: Design for Additive
In this Special Focus Issue of Digital Engineering, learn about the latest advancements in design for additive manufacturing, including new software tools, additive in automotive, custom medical devices, and more.
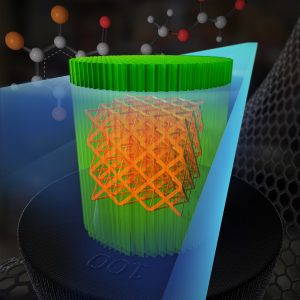 Lawrence Livermore National Laboratory (LLNL) researchers have harnessed two-photon lithography techniques that allow them to print woodpile lattices with submicron features. (Image courtesy of Jacob Long and Adam Connell, LLNL).
Lawrence Livermore National Laboratory (LLNL) researchers have harnessed two-photon lithography techniques that allow them to print woodpile lattices with submicron features. (Image courtesy of Jacob Long and Adam Connell, LLNL).For demanding applications, engineers often select a higher curing threshold value to ensure that the strength of the printed structure is sufficiently high. The size of the zone within which the degree of curing exceeds this threshold determines the resolution. When focused light is used for curing — instead of uniform illumination — the system creates a gradient of light intensity. The peak lies at the center of the area, and the intensity progressively decreases as you move away from the center. The photo-initiation process “maps” this light intensity gradient to a gradient of the degree of curing. This gradient ultimately defines the size of the zone in which the curing exceeds the threshold and determines the resolution.
In the case of TPL, the technology involves near-simultaneous absorption of two photons during the curing process, and the amount of absorption scales with the square of light intensity. This means that curing decreases as you move away from the center more drastically for two-photon absorption than for single-photon absorption. As a result TPL delivers finer resolutions.
This shortcoming poses a problem because as TPL matures, metrology and inspection will play an increasingly important role in the manufacturing process, enabling engineers to ensure that the structure’s geometric form adheres to design specifications. X-ray-based tomography could remedy this by providing a nondestructive inspection technique capable of analyzing stress or defects noninvasively in embedded 3D-printed components or devices.
To address this issue, LLNL’s researchers sought ways to enhance photopolymers’ X-ray absorption while retaining the ability to build structures taller than 200 microns. “Our goal was to deterministically tune the X-ray absorption of the material without losing the ability to print nanoscale features or tall-millimeter scale structures that have sufficient strength,” says Sourabh Saha, one of the team’s lead researchers.
To facilitate the tuning process, the scientists had to discover how to match the “refractive index” of the photoresist material to the immersion oil of the lens so that the laser light could pass through unimpeded. Without “index-matching,” the iterative process of characterizing a newly synthesized photopolymer would be extremely time-consuming because there are simply too many variables to control when tuning material properties. The only way that engineers working with this process could determine if defects were caused by an index mismatch or poor material would be through extensive experimentation.
The researchers were able to tune and increase the amount of X-rays the photopolymer resists could absorb, improving attenuation by more than 10 times over photoresists commonly used for the technique. “We optimized the refractive index (RI) of the photopolymer to achieve the resolution and height metrics and tuned the polymer blend for material strength,” says Saha. “We optimized RI by matching it to that of the immersion medium of the objective. This was performed by mixing the components in such a ratio that their weighted average RI was equal to the target RI. We maximized strength by selecting pre-polymers that have more functional groups per molecule than commonly used pre-polymers.”
It is important to note that index matching also provides the key to printing larger parts, with nanoscale features.
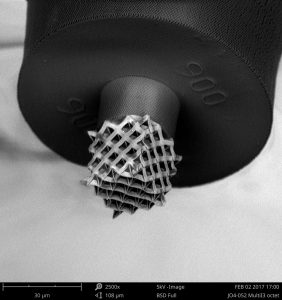 LLNL researchers have uncovered design rules for synthesizing photopolymers, optimizing the materials for custom TPL applications. Shown here are 3D-printed octet truss structures built on top of a solid base the diameter of a human hair. (Image courtesy of James Oakdale, LLNL.)
LLNL researchers have uncovered design rules for synthesizing photopolymers, optimizing the materials for custom TPL applications. Shown here are 3D-printed octet truss structures built on top of a solid base the diameter of a human hair. (Image courtesy of James Oakdale, LLNL.)To overcome this limitation, the researchers turned their attention to the dip-in technique. “We opted to use the dip-in mode because it is capable of printing tall millimeter-scale parts,” says Saha. “Tall structures are preferred when post-processing integration into larger structures is desired. Tall structures also simplify material handling and transfer.”
To print tall structures using the dip-in mode, the scientists dipped the lens that focuses the laser’s light into the photopolymer and progressively pulled it away from the printed structure during the layer-by-layer printing process. If index-matched photopolymers are available, dip-in mode is a straightforward technique for printing tall parts with commercially available microscope objective lenses.
The only limiting factor in LLNL’s technology is the time it takes to build the components and devices. The rate of TPL is extremely low today: < 0.1 mm3/hr with submicron features. “We are currently working on scaling-up the process through parallelization to enable the applicability of TPL for 3D printing of consumer-use products,” says Saha.

Tom Kevan is a freelance writer/editor specializing in engineering and communications technology. Contact him via [email protected].
Follow DEJoin over 90,000 engineering professionals who get fresh engineering news as soon as it is published.



About Us · Contact Us · Editorial Team · Advertising · Privacy Policy · Subscriber Services · © 2026 Digital Engineering 24/7 · Peerless Media