Helping design and engineering professionals discover, evaluate and specify technologies and processes that shorten the design cycle and enable success.
Alert!
Digital Engineering ceased publication on July 1, 2026. This website remains available as an archive of engineering content.
For inquiries or information, please email [email protected].

Digital Engineering April 2026
In the latest issue of Digital Engineering, we take a look at the latest innovations in design for additive manufacturing, including the use of natural language inputs, social media cosplayers, and AI integration. The issue also includes a feature…

January Special Focus Issue: Design for Additive
In this Special Focus Issue of Digital Engineering, learn about the latest advancements in design for additive manufacturing, including new software tools, additive in automotive, custom medical devices, and more.
Previously, the 10-in. tall by 7-in. diameter igniter was built by brazing and welding together four separate parts. This time, the component was created during a single build run on a DMG MORI hybrid AM system — equipment that integrates traditional CNC machining capabilities with a blown-powder laser deposition process.
Led by senior engineer Robin Osborne of ERC (Huntsville), the Marshall test-team conducted 33 test runs, all of them 5 seconds long except for one 10-second test. “The conditions simulated low pressure, transient start-up ignition conditions for a liquid propellant rocket engine,"Osborne says.“Because we tested a range of start-up conditions, the igniter experienced transient temperatures ranging anywhere from -250°F to 2200°F.”
Not only did the 3D-printed igniter fire successfully each time, it displayed improved mechanical properties compared to the traditionally brazed version. Researchers at the University of Alabama examined cross-cut slices of the igniter and saw that the Inconel and copper alloy had interdiffused, creating a strong bond without a sharp transition.
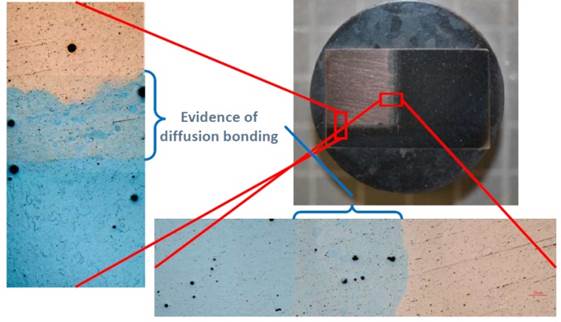 Section of bimetallic rocket-engine igniter, built on a DMG MORI hybrid additive manufacturing system for NASA Marshall Space Flight Center. Microscope image shows diffused interface region between the two metals (Inconel 625 and copper C18150). (Image courtesy NASA)
Section of bimetallic rocket-engine igniter, built on a DMG MORI hybrid additive manufacturing system for NASA Marshall Space Flight Center. Microscope image shows diffused interface region between the two metals (Inconel 625 and copper C18150). (Image courtesy NASA)“By diffusing the two materials together through this process,” says Majid Babai, advanced manufacturing chief and lead for the project in Marshall’s Materials and Processes Laboratory, “a bond is generated internally with the two materials, and any hard transitions is eliminated that could cause the component to crack under the enormous forces and temperature gradient of space travel.”
The new, hybrid technology will also allow much larger and more complex parts to be made, since it permits access to internal areas for in-process machining. “This process could reduce future rocket engine costs by up to a third and manufacturing time by 50%,” says Preston Jones, director of the Engineering Directorate at Marshall.
Acknowledging these limitations, engineers have spent decades working on variations of a very different concept: a configuration based on a central aerospike (sometimes called an inside-out rocket engine).
 Aerospike-design rocket engine additively manufactured in just two pieces on an EOS M280 DMLS system. Designed by AMAERO, it maintains efficient thrust with increasing altitude/decreasing atmospheric pressure. (Image courtesy AMAERO)
Aerospike-design rocket engine additively manufactured in just two pieces on an EOS M280 DMLS system. Designed by AMAERO, it maintains efficient thrust with increasing altitude/decreasing atmospheric pressure. (Image courtesy AMAERO)This nozzle shape takes full advantage of the changing atmospheric pressure as the rocket advances in altitude. In this design, exhaust gases shoot directly down along a narrow central spike, hugging it concentrically at ground level then increasingly expanding outwards as the rocket rises and external pressure decreases. The gases form their own bell shape, producing optimum thrust at any altitude.
Two difficulties have prevented the use of this general design: manufacturing the internal spike support structure and carrying away the heat built up inside of the spike. Now, a team of designers from Australia’s Monash University and a spin-off company called AMAERO (founded in 2013) have successfully demonstrated such an engine by 3D printing it.
For the aerospike design, creating the engine in two pieces allowed the AMAERO team to access and machine a portion of the critical flow surfaces. “The entire engine was designed with AM in mind, knowing the material (Hasteloy X, a nickel-based super alloy) and the process limitations,” Jurg says. “In the engine, we had features down to 0.5mm thick, and with our enhanced processing parameters, were able to print threads that required minimal post-processing before use.”
 Rocket plume from 3D-printed aerospike-design demonstrator engine, during static testing. (Image courtesy AMAERO)
Rocket plume from 3D-printed aerospike-design demonstrator engine, during static testing. (Image courtesy AMAERO)To address overheating, the combustion chamber piece integrated all injectors and manifolds with subsurface conformal cooling channels. “That is one of the key advantages of AM,” Jurg points out. “Combining all of these features (with traditional processes) would typically require hundreds of hours of assembly or machining.” See videos of the rocket being 3D-printed and test fired below.
This project was a challenge by AMAERO to Monash University students to demonstrate the geometric complexities possible with AM technology. The Ph.D. students involved have now created their own company, NextAero, and plan to offer such concepts to the global aerospace industry.

Pamela Waterman worked as Digital Engineering's contributing editor for two decades. Contact her via DE-Editors@ digitaleng.news.
Follow DEJoin over 90,000 engineering professionals who get fresh engineering news as soon as it is published.



About Us · Contact Us · Editorial Team · Advertising · Privacy Policy · Subscriber Services · © 2026 Digital Engineering 24/7 · Peerless Media