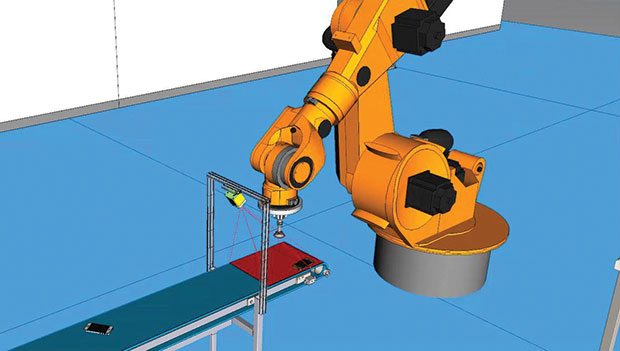
An integrated vision system detects smartphone color and position on the conveyor, allowing the robot to adjust its pick and place locations automatically. Image courtesy of Siemens A.G.


Latest News
March 1, 2015
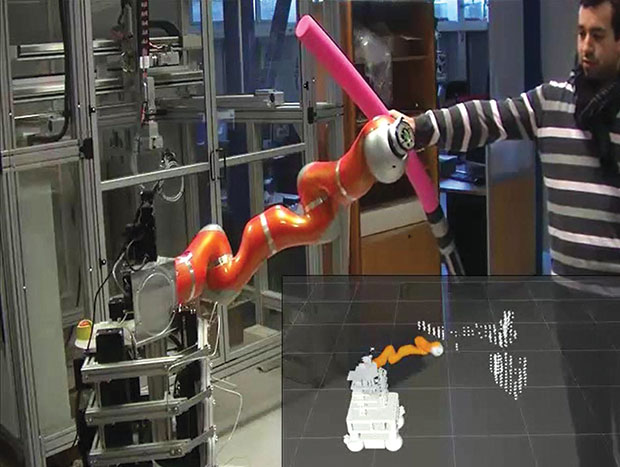 A robot identifies an obstacle and calculates a safe motion path using visual target tracking and a control system with Kineo software onboard for collision-free path planning. Image courtesy of Siemens A.G.
A robot identifies an obstacle and calculates a safe motion path using visual target tracking and a control system with Kineo software onboard for collision-free path planning. Image courtesy of Siemens A.G.Last August, Bernard Duprieu and Sebastian Boria from Airbus’ manufacturing technologies research group got invited to be keynote presenters at NIWeek in Texas, hosted by National Instruments (NI). They decided to bring a prop, something that would demonstrate their vision for the factory of the future. They settled on a pair of goggles, which literally showed how Airbus engineers would see the cyber-physical systems in front of them.
The prototype eyewear Duprieu and Boria brought along could easily be mistaken for a pair of designer glasses. What distinguishes the device is its built-in image-processing capacity and connectivity to the tool in the engineer’s hand. Much of the data and device integration happens in NI’s technology, a mix of software and hardware.
“In a typical A380 airplane, there are about 400,000 holes to tighten, which requires over 1,100 basic tightening tools. So the operator would have to consult a manual, determine that he’s in section A of the fuselage, that he has 40 holes to work on, that the tool should be set to a certain torque for the first 20 holes and a different value for the second set,” says Andy Chang, senior manager of Academic Research at NI. “Airbus’ prototype glasses use image processing to assess the environment and dynamically adjust the tool’s settings to match the holes the engineer must work on.”
On the shop floor of STIWA Automation GmbH in Attnang-Puchheim, Austria, every eight seconds, the automation system collects 9MB of data in 150,000 data sets that describe noise, torque and other measurements. The engineers tweaked the system to invoke a MathWorks MATLAB algorithm every 10 seconds to analyze the collected data and adjust machine parameters, like trajectories, for optimum production.
At the international mining equipment manufacturer Joy Global, real-time data from 15 global mine sites, representing the output of around 1,000 machines and 1,000 real-time data points at sub-second intervals, steadily flows through PTC’s ThingWorx software platform. The volume of accumulated data—too much for human consumption, but not impossible to process for computers—gives Joy Global the ability to anticipate equipment failures.
These are just a handful of examples of how the Internet of Things (IoT) is transforming the deployment of industrial machines in manufacturing. They illustrate that IoT on the industrial scale has to do more than sensing and collecting data; the machines must be trained to do a fair amount of thinking on their own.
Machine Sees, Machine Learns
When STIWA Automation GmbH decided to add some automatic data-analysis and decision-making to its internal shopfloor management system, AMS ZPoint-CI, the company first experimented with writing algorithms using low-level programing languages, such as IEC 61131-3 Structured Text for PLCs (programmable logic controllers). The results were lackluster, as recorded in a case study published by MathWorks: “This approach was slow, and it became unworkable as the algorithms grew more complex. For example, the trajectory-planning algorithm calculates a path through four positions with joint constraints. Any change to the algorithm would require one day for PLC code implementation and a further day for error debugging.”
Eventually STIWA engineers switched to MathWorks MATLAB to develop algorithms to automate data analysis and identify the best trajectories for robotic components. “The algorithms invoke [MathWorks’] Optimization Toolbox functions to calculate these optimal trajectories based on defined constraints, including velocity and space limitations,” wrote MathWorks.
On workstations with up to six processing cores, the code written in MathWorks Parallel Computing Toolbox kicked in, speeding up the automated trajectory calculations. MATLAB Profiler helped identify the most time-consuming operations. MATLAB Compiler and MATLAB Builder helped turn the code into .NET components to drive the automation.
 STIWA’s shopfloor management system, based on MATLAB, AMS ZPoint-CI, and AMS Analysis-CI is pictured. Image courtesy of MathWorks.
STIWA’s shopfloor management system, based on MATLAB, AMS ZPoint-CI, and AMS Analysis-CI is pictured. Image courtesy of MathWorks.There are two areas of interest for IoT at the industrial scale: “The first is self-learning—the ability of the machine to read data, comprehend it and make self-adjustments. This is still in its early stages and the machines are limited to the extent of the learning algorithms,” says Tony Lennon, industrial automation specialist, MathWorks. “The second is the incorporation of vision systems. Machine vision is not new in automation, but sensors and software keep advancing along with computing power for a machine to incorporate some sophisticated computer vision systems, which can be used for inspection, recognition and navigation.”
Using computer vision from an engineer’s goggles to pinpoint the location of the engineer, as in Airbus’ approach, at first seems unnecessarily complicated, since cellphone makers have figured out easier ways to add location-awareness to the device. “[Digital] cameras [which serve as the data source for computer vision] are very cheap, so it’s very accessible as a mass-adoption technology,” says NI’s Chang. “Furthermore, the goggles themselves not only serve as a day-to-day protective gear, but can also be used as surveillance devices for the factory. That gives you the ability to monitor the factory floor through the human workers themselves.”
In self-driving cars, the IoT and sensors give the car the ability to select alternate routes based on real-time traffic and weather data. In Industrial IoT, assembly machinery may begin to exhibit similar path-finding abilities using computer vision and accumulated data of the environment.
“Let’s say a series of robots are supposed to pick up objects from point A and place them in point B. Typically they’re confined to a safe zone, like behind a cage, to prevent collision with human employees. But to maximize space utility, some interaction with human workers is unavoidable. Some other devices may also intrude on the same paths. The way these robots detect interferences in real-time, change its trajectory, and navigate safely to their target positions could be an industrial application of IoT,” says Chang.
Zvi Feuer, senior vice president of manufacturing engineering software for Siemens PLM, describes Industrial IoT as “still in an early phase. He adds, “We can already see many sensors on the shop floor. Many of these sensors sense the production resources, trying to identify dangerous situations (people that might walk into an active production cell) or monitor production equipment for different needs, such as maintenance, electricity usage, CO2 emissions and more.”
Feuer also foresees devices that come with its own repair and health-monitoring systems. For example, “a device that is attached to a batch of composite materials and is used to monitor life expectancy of the material (i.e., how much more time does this batch of composites have before it will be scrapped?) as well as to identify where each batch is located on the shop floor map,” he says.
Facilities with App-itude
PTC was previously best known for its 3D mechanical design program Pro/ENGINEER, later rebranded as PTC Creo. But the company’s 2011 acquisition of MKS, which caters to embedded software developers, marked a turning point. It was the first of a series of purchases to build a robust portfolio for IoT product development. In December 2013, PTC bought ThingWorx, which provides a platform for developing and deploying IoT-style applications, for $112 million. Then in August 2014, PTC acquired Axeda, a developer of solutions that securely connects machines and sensors to the cloud.
Though marketed as a rapid application development environment, ThingWorx and its principles originated from manufacturing, as evident in the history of its founders. Two of the founders—Russell Fadel, president and general manager, and Rick Bullotta, CTO—were instrumental in developing Lighthammer software for capturing manufacturing intelligence, later acquired by SAP.
“[Industrial IoT integration] usually starts off at the remote service level, like the ability to remotely diagnose products and systems. The value proposition is obvious. As businesses begin to understand the advantage, they move toward remote software updates, feature updates, and on-demand consumable replenishment. Some businesses change their business models. In the case of one of our customers, they went from selling medical equipment to charging for the use of test kits to get results,” says John Canosa, PTC’s chief strategist for ThingWorx.
What is crucial in the Industrial IoT, Canosa believes, is a collection of vertical apps. They provide factory and facility managers with a window into the data and intelligence collected by the equipment on the floor; perhaps more important, they initiate actions. “You won’t realize the value of industrial IoT just by connecting the devices and schlepping some data on them. This isn’t just pushing sensor-acquired data to some big data center in the cloud. The value is in connected apps, which are connected to the devices but also to enterprise resource systems and customer records,” says Canosa.
The apps, in Canosa’s view, are not the same as the virtual dashboards available in PLM, PDM (product data management), ERP (enterprise resource planning) and other enterprise systems. “A dashboard is static, just a visual display with flashing red lights and alerts,” he said. “But an application is more than that. It’s one thing to have information, quite another to be able to act on it.”
Preparing for the Era of the Machines
When Airbus first showed NI its vision for its “factory of the future,” the vision was no more than an animation clip depicting what it wanted to implement. Since then, some components of this so-called future factory have been tested and proven in research. Adding “intelligence” into factory tools, for example, is well underway. NI’s Chang provided a rough roadmap for the project.
“The first phase is the smart tools,” he says. “The second component is what we call the Open Robot Interface, a way for different industrial robots to communicate with one another. The third component is wireless communication through light, which is different from anything we have currently. [The] fourth component is a different form of robotics that could assemble and wield aircraft more efficiently. For example, a spider-like crawling robot is one wild idea. We’re currently in the investigation phase for the Open Robot Interface initiative. It’ll be a multiyear collaboration.”
Siemens PLM’s parent company, Siemens A.G., provides SCADA (supervisory, control and data acquisition) solutions, a large range of PLCs and sensors, and advanced software solutions to integrate, program and virtually commission Industrial IoT applications. “Siemens has two Showcase Plants, which are real production facilities for our automation product lines. Both plants—one in Erlangen, Germany and one in China—are used as test labs for advanced manufacturing technologies,” says Feuer.
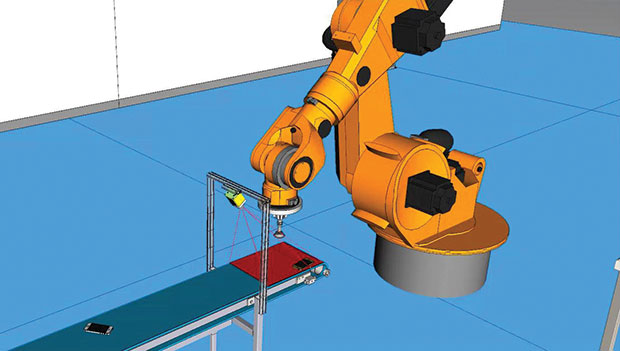 An integrated vision system detects smartphone color and position on the conveyor, allowing the robot to adjust its pick and place locations automatically. Image courtesy of Siemens A.G.
An integrated vision system detects smartphone color and position on the conveyor, allowing the robot to adjust its pick and place locations automatically. Image courtesy of Siemens A.G.“In the future, we’ll see sensors on every production device. These sensors will talk to one another and regulate themselves, define on the fly which production device should work and when, and information collected from these devices will be used to improve production quality, identify bottlenecks and report the changes that happened in the location of the equipment during the production. We can then take this information and recreate or update the virtual plant and line model,” he says.
“The technology is not yet mature enough; we are still missing some capabilities needed,” says Feuer. “Second, [we need] information security—deploying industrial IoT requires much better cyber security tools to help the plant manager secure their information, machines and production systems. The third challenge is skilled people to introduce these technologies.”
Regulatory Roadblocks and Anxiety Ahead
Even if self-driving cars are technologically possible today, the cultural resistance will likely remain. In addition, current automotive regulations are not equipped to deal with a newer technology like semiautonomous vehicles. For Industrial IoT, NI’s Chang pointed out the companies with a vested interested in the area are forming the Industrial Internet Consortium (IIC) as a pre-emptive strike to address the cultural and legal concerns.
IIC’s current members include GE, Intel, IBM, SAP and Siemens, among others. “There’ll be lots of challenges, and companies would want to position their products in their own ways,” says Chang. “The consortium is expected to steer us in the right direction, to focus on delivering the right technology to end users.” Chang led NI’s active participation in the consortium to establish standards and practices for semi-autonomous machinery.
The vision of intelligent industrial machines also spawns some fear and anxiety. Some may view this as an imminent threat to human workers’ job security. “The objective is not to replace human workers, but rather to enhance their capabilities,” says Chang. “There are so many critical tasks and procedures that require humans’ attention, from assembling the components to final verification and validation. Factory of the future is the vision to leverage technology and connected devices to enhance our workforce’s performance and reduce manual errors and risks in the production.”
“As more automation is developed and deployed, the need for more skilled and technically educated labor rises to design, manufacture, test, install and maintain these more autonomous systems. The added benefit of more automation is that it takes people out of hazardous working environments and mundane repetitive tasks. Both government and industry need to invest in retraining existing workers in math, science and technology disciplines, which will enable workers to secure higher skilled jobs, provide improved job mobility, and boost economic productivity,” says MathWorks’ Lennon.
More Info
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
About the Author
Kenneth Wong is Digital Engineering’s resident blogger and senior editor. Email him at [email protected] or share your thoughts on this article at digitaleng.news/facebook.
Follow DE

