Helping design and engineering professionals discover, evaluate and specify technologies and processes that shorten the design cycle and enable success.


Design & Simulation Software Guide 2025
In this Special Issue, Digital Engineering presents its second annual guide to design and simulation software vendors.

Design & Simulation Software Guide
In this Special Issue, Digital Engineering presents its inaugural guide to design and simulation software vendors, including listings for CAD, CAM, simulation, generative design, PLM, rendering and visualization, design for additive manufacturing,…
Digital technology is poised to transform tomorrow’s factory, and open the door for manufacturers to quickly detect problems in individual machines and entire assembly lines. In this new work environment, plant engineers can easily adapt production processes to changes in customer demand or supply chain conditions, and manufacturers can optimize for cost, throughput or other relevant business metrics (Fig. 1).
If you think that new technology adoption will drive these changes, you are only half right. A deeper look at the forces that will come into play on tomorrow’s shop floor reveals a parallel force that will assume an equally important role in determining the form and function of manufacturing. This element amounts to a cultural revolution that promises to trigger nothing short of a holistic change in the way manufacturers view production processes and develop business models.
“The journey of transforming businesses from manual to digital workplaces will require changes across people, processes and technology,” says Colin Parris, senior vice president and chief technical officer at GE Digital. “It will require an evolution to a data culture, where data discipline and its integration into all business processes as standard practice are embraced and continuously improved by the workforce.”
How will digitization and the data culture translate to manufacturing operations? To answer this, consider the key forces that will shape the shop floor of tomorrow.
For instance, technologists see the digitization process drawing together different elements to create a rich, intuitive and insightful user experience for the management, workforce and supply chain partners.
This requires manufacturers to draw data from myriad sensors, business systems and virtual reality platforms to create a complete picture of the product being manufactured, as well as the assets and processes used in the production process (Fig. 2). This will require that engineers take integration to a new level.
Making the transition to greater data integration, for example, will call for production facilities to more tightly interweave business and operational data.
“Digital factories will connect IT and OT [operations technology] for manufacturing governance,” says Jonathan Scott, chief architect at Razorleaf. “IT—technology and data coming from the front office—will define the nominal operating parameters for manufacturing processes. Think of a computer-aided machining model. On the other hand, OT—controls at the machining center and monitoring on the shop floor—will identify and correct abnormal operations and let humans know when intervention is necessary.”
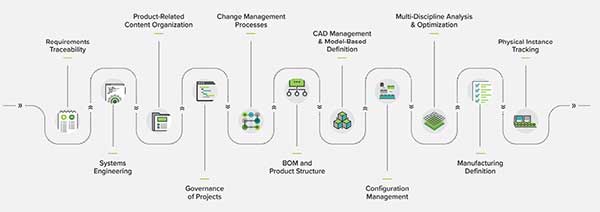
Digital thread systems provide accurate, up-to-date details as well as relevant contextual information, on industrial parts and systems, documenting how they are produced, maintained and retired. Image courtesy Razorleaf Corp. Click here for full-size chart.
To extract value from the data, manufacturing engineers will have to create an end-to-end infrastructure for handling unprecedented amounts of data. This means enhancing their ability to capture, tag, store, mine and analyze data.
A first step toward implementing these changes is a digital thread deployment. This technology helps manufacturers to acquire much more data from a greater variety of sources, including customers and other third-party sources. This will allow plant managers to more accurately forecast current and future demand.
Additionally, the digital thread promises to give all stakeholders access to richer data pools, which will help them to better understand the current state of their assets, such as which machines are up and which are down. Manufacturers also will use the data to determine what future actions they should take to achieve desired business results.
To make these functions possible, digital thread promises to deliver enough data to provide manufacturers with the foundation needed to understand the current state of their operations. This should give plant managers the means to optimize processes to better meet market demands.
Keep in mind that digital thread technology is not static. Developers of these systems are continually refining the technology, with an eye toward expanding its ability to handle the challenges presented by big data on the shop floor.
One such refinement harnesses the power of machine learning (ML). This enhancement aims to enable engineers to quickly capture only the most useful data, enabling ability to achieve more visibility.
For example, using ML, OT will increasingly learn to correct for abnormal situations with reduced human intervention. “The farther we get into the future, the more advanced OT becomes as it learns to correct for abnormal situations with reduced human intervention, and the more OT learns from IT as they communicate on shared models rather than translated parameters,” says Scott.
In the same process, digital thread improves the performance of ML systems. As artificial intelligence (AI) platforms are trained on simulation data, auxiliary data streams can be correlated to tease out the subtleties that ML can identify.
“An engineer today may be looking for failure modes via simulation results, but ML may notice trends in material usage or energy consumption while analyzing the same data,” says Scott. “Thread technology is key to this because it provides the rich data set needed for training ML algorithms, as well as provide the context and connections needed to extend automation.”
For example, by connecting requirements (e.g., load constraints), design solutions (e.g., tolerance geometric models), manufacturing planning (e.g., additive simulations) and product performance simulations can be conducted on as-manufactured state products to predict performance. If closed-loop automated simulations can identify failures in the as-manufactured virtual product, these data tools can shrink cycle times and eliminate scrap.
Using the data provided by digital thread frameworks, digital twins provide engineers and plant managers with conceptualizations of physical objects and operations found on the shop floor. The digital conceptualization, or model, is regularly modified and upgraded with new data.
These models highlight one of the key benefits of the digital twin: It acts as a near-real-time bridge between the physical and digital domains, acting as a vehicle for all the data required to create a complete, up-to-date digital replica.
Plant managers and engineers can use digital twin models to simulate equipment performance and manufacturing processes to predict and optimize production quality and efficiency before large investments are made in setting up plants, assembly lines and fabrication work cells. Capturing performance in production and post-production phases, engineers can use the feedback to generate a continuous improvement loop with design and engineering departments.
When they get feedback from manufacturing operations, digital twins enable manufacturers to act on the feedback, compare the predicted performance against the actual performance, and based on that insight, adjust the equipment design or the manufacturing processes. Engineers can create the virtual model in advance, long before the equipment is fabricated or the assembly line is deployed.
“Digital twin technologies can be leveraged by manufacturers to analyze real-time performance, optimize operations or refine control of its assets,” says Philipp Wallner, industry manager for industrial automation and machinery at MathWorks. “The technology can help product development teams capture a physical asset’s history to help understand its behavior, improve maintenance strategies and help inform decision making.”
All of these capabilities mitigate risk in the systems, reduce accidents and avoid unplanned downtime.
You can’t talk about digital thread and digital twin without also considering simulation because thread and twin systems open doors for manufacturers to leverage simulation in new ways, creating new opportunities to enhance business and operational processes.
For example, digital twins offer engineers the ability to simulate scenarios and “gaming” to test new business models.
“Twins can be used to model, simulate and optimize assets for new business strategies that involve near-shoring and product-mix variability,” says Eric Green, vice president, DELMIA, at Dassault Systèmes. “The benefits impact every category of the factory profit and loss, from accelerating production volumes and revenue to cost reduction, worker safety, and sustainability improvement.”
Armed with these capabilities, manufacturers can use twin simulations to determine the weaknesses of systems or the strengths that can be exploited in the future.
“These simulations allow you to plan the path forward, and as you improve your twin with current real-world data, your simulations will also improve,” says GE Digital’s Parris.
In terms of operational opportunities, manufacturers can use simulation to perform virtual commissioning of modularized mechatronic components, equipment and entire production lines. This allows engineers to counter the growing software complexities that make the designing and testing of physical machines more complicated. This allows manufacturers to verify that their requirements are met based on simulations prior to establishing physical production.
“Companies like Metso in Finland are already using models of its equipment for testing its controls software before deploying it on the industrial controllers of the machines,” says Wallner.
Two of the biggest challenges confronting manufacturers seeking to digitize their operations are the heterogeneity of the data and when attempting to configure and manage the data. Even if data heterogeneity is managed and reduced, manufacturers will still have to be able to configure and manage the data set. As a temporary fix, interchangeability rules do provide a shortcut in manufacturing to reduce waste, but these rules will not age well as digital twin adoption grows in the coming years.
“It will not be enough to know that an assembly is made from the latest version of a certain part,” says Scott. “It will become essential to know, for example, that you want to simulate the third version of an assembly that uses revision 7 of a part, and that you want to simulate the assembly’s performance against the requirements defined for customer X in May 2015. This type of configuration management will require rules and systems that don’t exist today, but which will be built on today’s product data management and product lifecycle management systems.”
Because cultivating a data culture is so important to the success of factory digitization, manufacturers must come to terms with the most nebulous of factors: human nature.

The question becomes how best to create a culture that sustains a data-focused approach and drive continuous improvement in both the data journey and business transformation.
“Transformation is always difficult, and it is very easy to provide a reason not to transform—it will take too much money, it takes too long, it takes away jobs,” says Parris. “This is always the case with a fear of something new or not validated by the industry. Using lean processes can be beneficial for greater cultural acceptance because lean has broad acceptance as a mindset and a tool that can deliver operational and financial value.”
That said, human resistance to change may be the greatest challenge to the creation of a data-focused culture, and as such, one of the biggest hurdles facing factory digitization.
As key elements in the digitization of the factory of the future, digital thread and digital twin promise to significantly help in the design and production of products. The aim of the digital thread is to capture high-value data from the plant floor and the supply chain. This opens the door for manufacturers to use digital twin platforms to gauge the current state of assets, track the evolution of the parts, equipment and systems as they move through their lifecycle and optimize their performance and design (Fig. 3).
If manufacturers correlate manufacturing/production and design data with the data from the field, they can begin to see patterns, with points of weakness in products.
“It may be that specific conditions and specific environments can cause great current and future damage to a part,” says Parris. “This gives engineers direct insight into the possible redesign of that part for those conditions and environments. It can also provide manufacturers insight on the choice of materials or manufacturing process to use to build stronger parts.”
The digital twin also can be used to create a simulator of plants or a system in actual use. This allows manufacturers to run various scenarios on that twin to determine the best products to build at specific cost points or use case scenarios.
To ensure the visibility cultivated in the digitized factory delivers optimum value, manufacturers must develop connected visibility, which comes from the use of comprehensive digital twins.
“Manufacturers need a solution that can share information efficiently between multidisciplinary teams so errors can be avoided and better-informed decisions can be made to produce high-quality products,” says Frans Adamowicz, solutions director, industrial machinery industry, at Siemens Digital Industries Software.

The MathWorks is the world's leading developer of technical computing and Model-Based Design software for engineers and scientists in industry, government, and education. With an extensive product set based on MATLAB® and Simulink®,…
Tom Kevan is a freelance writer/editor specializing in engineering and communications technology. Contact him via [email protected].
Follow DEJoin over 90,000 engineering professionals who get fresh engineering news as soon as it is published.



About Us · Contact Us · Editorial Team · Advertising · Privacy Policy · Subscriber Services · © 2026 Digital Engineering 24/7 · Peerless Media